



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
表面光潔度,,又稱表面粗糙度,,是鏜孔加工的重要質(zhì)量指標(biāo)之一。它對(duì)零件的配合穩(wěn)定性,、耐磨性,、疲勞強(qiáng)度,、密封性,、接觸剛性等等都會(huì)影響。所以,,有些場合的零件的光潔度要求非常高,,在精鏜加工中,也常常遇到此類問題,。遇到此類情況,,往往大家選擇調(diào)整切削參數(shù)來解決。
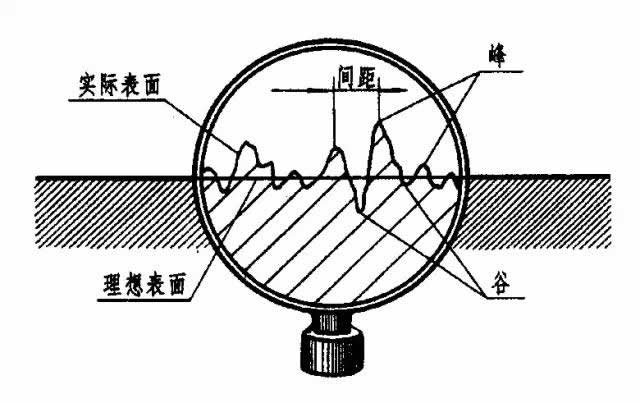
下面我們從切削參數(shù)方面入手,,看看它是如何改變表面光潔度的,。首先,我們了解下粗糙度的概念,。表面粗糙度:指加工后零件的微小峰谷高低程度和間距的狀況,。
表示方法:主要有輪廓算術(shù)平均偏差Ra,輪廓最大高度Rz,。一般優(yōu)先選用Ra,,因?yàn)樗从潮砻娲植诙忍匦缘男畔⒘看?且容易測量。
?
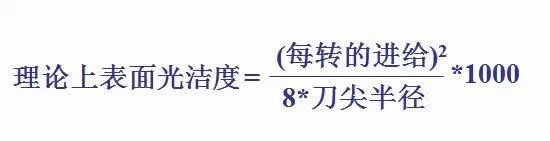
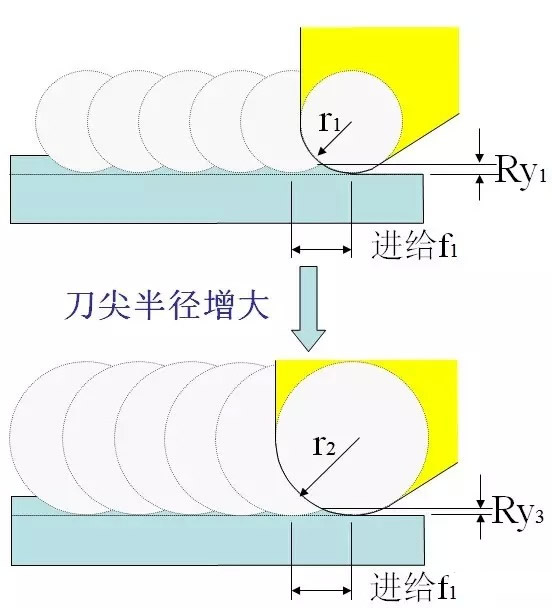
在正常加工時(shí),、表面光潔度主要與進(jìn)給及刀尖半徑有直接關(guān)系,,有理論公式可推導(dǎo)。
通過公式可以看出,,要提高表面光潔度,,再不發(fā)振刀的情況下,有兩種方式:
①降低每轉(zhuǎn)進(jìn)給量,。
如圖,,進(jìn)給的增大后(f2>f1),可以看到加工后的工件表面的波峰更高了(Ry2>Ry1),,波峰谷的間距更大了,,即粗糙度變差了,。
因此,在刀尖半徑不變的情況下,,減小每轉(zhuǎn)進(jìn)給量,,可提高光潔度。
?
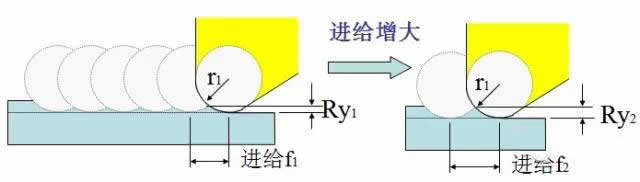
②使用刀尖半徑較大的刀片
?
如圖,,刀尖半徑增大后(r2>r1),,可以看到加工的工件表面的波峰更低了(Ry3<Ry1),波峰谷的間距不變,,即光潔度提高了,。
?
但是,調(diào)整切削參數(shù)的方法是把雙刃劍,,也會(huì)帶來不利的一面,。
譬如減低進(jìn)給f,會(huì)導(dǎo)致加工效率降低,,這是很多用戶不愿意看到的,。
而增加刀尖半徑,也會(huì)導(dǎo)致切削抗力增大,,有可能導(dǎo)致振刀,,需要增加刀柄剛性,或選用防振刀柄,。如在2015北京國際機(jī)床展上,,BIG大昭和推出的斯瑪特防振鏜刀,標(biāo)準(zhǔn)品可以做到8~9倍長徑比,,防振效果令人印象深刻,。
?
另外,由于表面粗糙度并非單一因素形成的,。
譬如加工方法和工件材料的不同,,被加工表面留下痕跡的深淺、疏密,、形狀和紋理都有差別,。
再譬如,加工過程中刀具與零件表面間的摩擦,、切屑分離時(shí)表面層金屬的塑性變形以及工藝系統(tǒng)中的振動(dòng)等等,,都會(huì)影響粗糙度。
?
因此,,改變切削參數(shù)并不是萬能的,。通常精鏜光潔度可到達(dá)到的合理區(qū)間在Ra0.8~Ra1.6。建議大家根據(jù)工件圖紙的要求,,選擇合理的工藝,,選擇合理的切削參數(shù),。






