



















































































































































企業(yè)動態(tài)2024-12-27
一,、刀具半徑補(bǔ)償?shù)幕靖拍?br/>1.為什么是刀具半徑補(bǔ)償,?
數(shù)控機(jī)床在輪廓加工過程中,它所控制的是刀具中心的軌跡,,而用戶編程時則是按零件輪廓編制的,,因而為了加工所需的零件,在進(jìn)行輪廓加工時,刀具中心必須偏移一個刀具半徑值,。
數(shù)控裝置根據(jù)零件輪廓編制的程序和預(yù)先設(shè)定的刀具半徑參數(shù),,能實(shí)時自動生成刀具中心軌跡的功能稱為刀具半徑補(bǔ)償功能。
與輪廓等距離軌跡")
償功能")
2.刀具半徑補(bǔ)償功能的主要用途
① 實(shí)現(xiàn)根據(jù)編程軌跡對刀具中心軌跡的控制,。
② 實(shí)現(xiàn)刀具半徑誤差補(bǔ)償。
③ 減少粗,、精加工程序編制的工作量,。
償功能的主要用途")
償功能的主要用途")
3.刀具半徑補(bǔ)償?shù)某S梅椒?/strong>


相鄰兩段輪廓的刀具中心軌跡之間用圓弧連接。 相鄰兩段輪廓的刀具中心軌跡之間用直線連接,。
償功能的主要用途")
(1)B刀補(bǔ)
優(yōu)點(diǎn):
√算法簡單,,容易實(shí)現(xiàn)
優(yōu)點(diǎn):
√算法簡單,,容易實(shí)現(xiàn)
")
缺點(diǎn):
×在外輪廓尖角加工時,由于輪廓尖角處,,始終處于切削狀態(tài),,尖角加工的工藝性差。
×在內(nèi)輪廓尖角加工時,,編程人員必須在零件輪廓中插入一個半徑大于刀具半徑的圓弧,,這樣才能避免產(chǎn)生過切。

(2)C刀補(bǔ)
由數(shù)控系統(tǒng)根據(jù)和實(shí)際輪廓完全一樣的編程軌跡,,直接算出相鄰刀具中心軌跡的交點(diǎn),,然后再對原來的中心軌跡作伸長或縮短的修正。
√尖角性好,。
√內(nèi)輪廓加工時,,以免產(chǎn)生過切。

輪廓加工時,以免產(chǎn)生過切,。")
(3)B刀補(bǔ)與C刀補(bǔ)比較
區(qū)別:B刀補(bǔ)法在確定刀具中心軌跡時,,一次處理一段軌跡,采用的是讀一段,,算一段,,再走一段的處理方法。這樣,,就無法預(yù)計到由于刀具半徑補(bǔ)償所造成的下一段加工軌跡對本段加工軌跡的影響,。
與C刀補(bǔ)比較")
與C刀補(bǔ)比較")
區(qū)別:C刀補(bǔ)采用的方法是一次對兩段進(jìn)行處理,即先預(yù)處理本段,,然后根據(jù)下一段的方向來確定其刀具中心軌跡的段間過渡狀態(tài),,從而便完成了本段的刀補(bǔ)運(yùn)算處理。
與C刀補(bǔ)比較")
與C刀補(bǔ)比較")
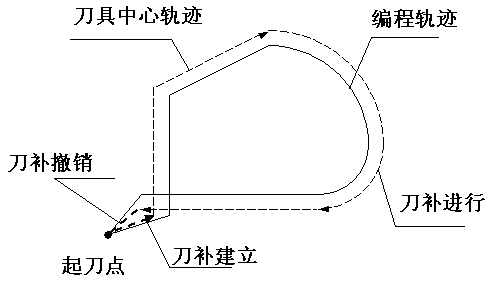
二、刀具半徑補(bǔ)償?shù)墓ぷ髟?br/>1.刀具半徑補(bǔ)償?shù)墓ぷ鬟^程
刀具半徑補(bǔ)償執(zhí)行的過程一般可分為三步:
(1)刀補(bǔ)建立
(2)刀補(bǔ)進(jìn)行
(3)刀補(bǔ)撤銷
使用刀具半徑補(bǔ)償功能注意事項(xiàng)
1,、必須在運(yùn)動中建立和取消刀補(bǔ),,G41/G42沒有使刀具運(yùn)動的功能;
2,、不能在圓弧程序段上建立和取消刀補(bǔ),;刀具半徑補(bǔ)償功能只能在輪廓的插補(bǔ)平面內(nèi)生效,而在除插補(bǔ)平面外的其它坐標(biāo)軸上不起作用,;
3,、在刀補(bǔ)執(zhí)行過程中,不能有連續(xù)兩段指令為非插補(bǔ)平面運(yùn)動的指令,,否則產(chǎn)生過切,。
二.C刀補(bǔ)償?shù)霓D(zhuǎn)接形式和過渡方式
(1)轉(zhuǎn)接形式
在一般的CNC裝置中,均有圓弧和直線插補(bǔ)兩種功能,。由于C刀補(bǔ)采用直線過渡,,實(shí)際加工過程中,隨著前后兩編程軌跡的線型不同,,也會產(chǎn)生不同的轉(zhuǎn)接情況:
償?shù)霓D(zhuǎn)接形式和過渡方式")
償?shù)霓D(zhuǎn)接形式和過渡方式")
(2)過渡方式
矢量夾角α 指兩編程軌跡在交點(diǎn)處非加工側(cè)(工件側(cè))的夾角α


根據(jù)兩段程序軌跡的矢量夾角α和刀補(bǔ)方向的不同,,又有以下幾種轉(zhuǎn)接過渡方式:
縮短型:矢量夾角180°≤α<360°
刀具中心軌跡短于編程軌跡的過渡方式。
伸長型:矢量夾角90°≤α<180°
刀具中心軌跡長于編程軌跡的過渡方式,。
插入型:矢量夾角α<90°
在兩段刀具中心軌跡之間插入一段直線的過渡方式,。
縮短型:
矢量夾角180°≤α<360°
刀具中心軌跡短于編程軌跡的過渡方式。

伸長型:
矢量夾角90°≤α<180°
刀具中心軌跡長于編程軌跡的過渡方式,。
矢量夾角90°≤α<180°
刀具中心軌跡長于編程軌跡的過渡方式,。

插入型:
矢量夾角α<90°
在兩段刀具中心軌跡之間插入一段直線的過渡方式,。

?
?

縮短型:180°≤α<360°

伸長型:90°≤α<180°

插入型:α<90°

縮短型:180°≤α<360°

伸長型:90°≤α<180°

插入型:α<90°
償原理")
償原理")
償原理")
償原理")
償原理")
償原理")
償原理")
償原理")
三、加工過程中的過切判別
當(dāng)被加工的輪廓是直線段時,,若刀具半徑選用過大,,就將產(chǎn)生過削現(xiàn)象。
當(dāng)讀入編程軌跡CD時,,就要對上段刀具中心軌跡B’C’進(jìn)行修正,,確定刀具中心應(yīng)從B′點(diǎn)移到C′點(diǎn)。顯然,,這時必將產(chǎn)生如圖陰影部分所示的過切削,。

1.直線加工時的過切判別方法
可以通過編程矢量與其相對應(yīng)的修正矢量的標(biāo)量積的正負(fù)進(jìn)行判別。在上圖中,,BC為編程矢量,, 為BC對應(yīng)的修正矢量,α為它們之間的夾角,。則:標(biāo)量積

顯然,,當(dāng)
 (即90o<α<270o)時,,刀具就要背向編程軌跡移動,造成過切削,。上圖中α=180o,,所以必定產(chǎn)生過切削。
(即90o<α<270o)時,,刀具就要背向編程軌跡移動,造成過切削,。上圖中α=180o,,所以必定產(chǎn)生過切削。
2.圓弧加工時的過切削判別
在內(nèi)輪廓圓弧加工(圓弧加工的命令為 G41G03 或G42G02)時,,若選用的刀具半徑rD過大,,超過了所需加工的圓弧半徑R,那么就會產(chǎn)生過切削,。


過切削現(xiàn)象都發(fā)生在過渡形式為縮短型的情況下,,因而可以根據(jù)這一原則,來判斷發(fā)生過切削的條件,,并據(jù)此設(shè)計過切削判別程序。
設(shè)刀具開始位置距工件表面上方50mm,,切削深度為8,。
N01 G91 G41 G00 X20.0 Y10.0
N02 Z-48.0 ;
N03 G01 Z-10.0 F200 ;
N04 Y30.0 ;
N05 X30.0 ;
N06 Y-20.0 ;
N07 X-40.0 ;
N08 G00 Z58.0 ;
N09 G40 X-10.0 Y-20.0 ;
N10 M02 ;
N05 G91 X60.0 ;
N06 M08 ;
N07 M09 ;
N08 Y-15.0 ;
N09 X40 .0 ;
償原理")
象")
當(dāng)N05程序段加工AB輪廓,同時讀入N06和N07兩段,,因這兩段為輔助功能指令,,作不出沿BC輪廓垂直矢量,而直接到達(dá)S點(diǎn),,造成過切現(xiàn)象,。







