



















































































































































企業(yè)動態(tài)2024-12-27
在傳統(tǒng)的加工中,,工件側(cè)面的鉆孔,、攻牙、銑平面操作一向是個費(fèi)時費(fèi)力的工序,。不僅要費(fèi)力的翻轉(zhuǎn)工件,,而且還要花費(fèi)大量的時間在工件的校表上,一不小心,,還可能因?yàn)楣ぜ[放的方向問題導(dǎo)致前功盡棄,。

轉(zhuǎn)臺的使用讓這種狀況得到很大的緩解,。利用3軸機(jī)床與單軸轉(zhuǎn)臺的配合,,可以一次性加工零件的3個面,省下來大量的調(diào)試時間,。利用5軸機(jī)床里的2個轉(zhuǎn)臺,,可以一次性加工零件的5個面,不用再擔(dān)心重復(fù)裝夾所帶來的精度問題,,不用再擔(dān)心工件的擺放方向問題,,調(diào)試的時間也大幅減少。如果這些都不能滿足你的加工需求,,我想你還可以看看下面的工具,。
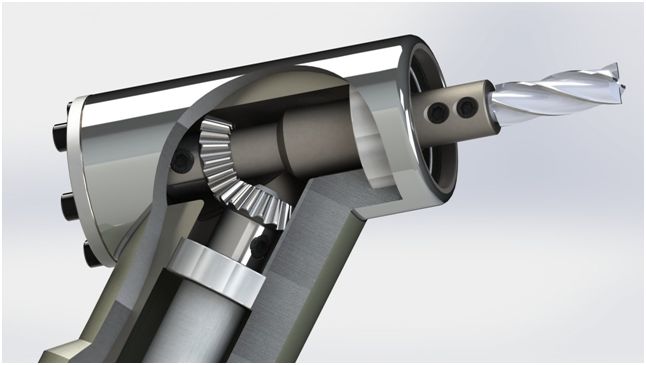
角度頭具有一些轉(zhuǎn)臺無法具備的能力,。由于體積的關(guān)系,,角度頭可以到空間更小的地方進(jìn)行加工;由于角度頭可以靈活移動,,可以很方便的加工工件的側(cè)面,,這對加工一些沉重的零件非常適用。
一些角度頭由于結(jié)構(gòu)上的關(guān)系,,也會帶來旋轉(zhuǎn)方向上的改變,。通常來說,角度頭的齒輪傳動比,、最高轉(zhuǎn)速以及扭矩是另一些要關(guān)注的參數(shù)。在使用雙頭的角度頭時,,要格外注意刀具的旋轉(zhuǎn)方向,。
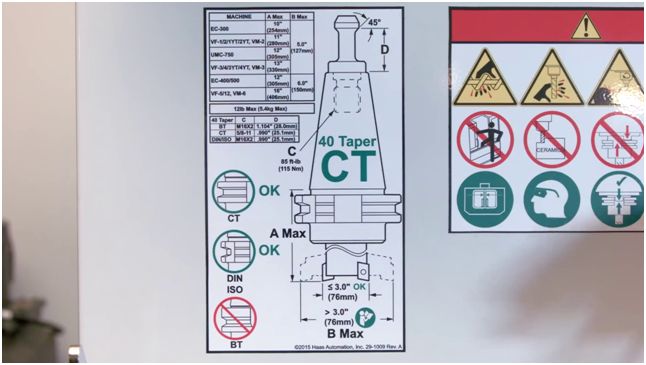
在哈斯機(jī)床上使用角度頭。首先我們要根據(jù)機(jī)床允許刀具的最大重量和直徑,,選購相應(yīng)規(guī)格的角度頭,。你可以在機(jī)床上的貼紙上找到這些信息,。同時還必須在刀庫中將其指定為大刀具,對于某些型號的角度頭,,可能還會因?yàn)閾Q刀速度的關(guān)系,,必須要安裝減速套件才能安全的使用。
一些角度頭由于結(jié)構(gòu)上的關(guān)系,,也會帶來旋轉(zhuǎn)方向上的改變,。通常來說,角度頭的齒輪傳動比,、最高轉(zhuǎn)速以及扭矩是另一些要關(guān)注的參數(shù)。在使用雙頭的角度頭時,,要格外注意刀具的旋轉(zhuǎn)方向,。
在哈斯機(jī)床上使用角度頭。首先我們要根據(jù)機(jī)床允許刀具的最大重量和直徑,,選購相應(yīng)規(guī)格的角度頭,。你可以在機(jī)床上的貼紙上找到這些信息,。同時還必須在刀庫中將其指定為大刀具,對于某些型號的角度頭,,可能還會因?yàn)閾Q刀速度的關(guān)系,,必須要安裝減速套件才能安全的使用。
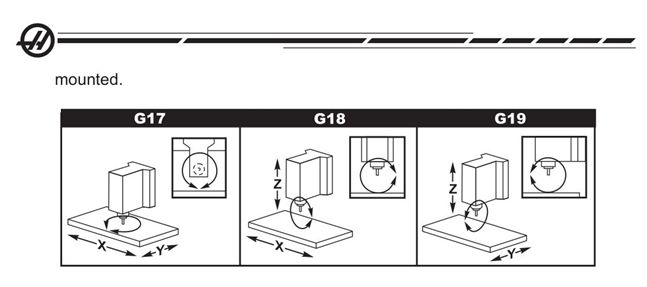
在國際標(biāo)準(zhǔn)的ISO代碼里,,用G17,G18,G19這3個平面來區(qū)分加工的方向??刂葡到y(tǒng)會根據(jù)你所選擇的加工平面來進(jìn)行相應(yīng)的移動,,如果選擇的加工平面與現(xiàn)有的加工代碼無法匹配,控制系統(tǒng)會通過警報(bào)的方式提醒用戶做出修改,。
*平面的選擇是模態(tài)的,,機(jī)床會在重新開機(jī)時默認(rèn)為G17平面。
*平面的選擇是模態(tài)的,,機(jī)床會在重新開機(jī)時默認(rèn)為G17平面。
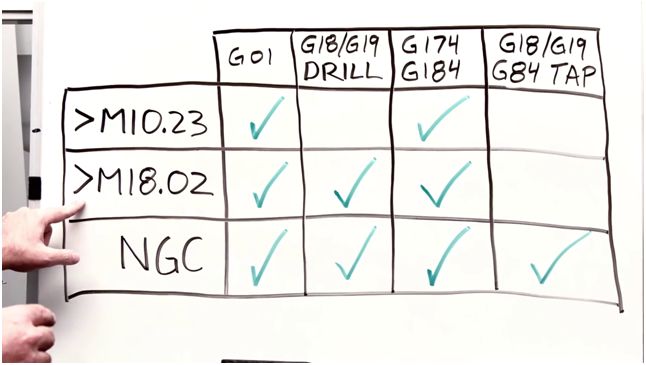
除了標(biāo)準(zhǔn)的ISO代碼,,哈斯系統(tǒng)還提供了諸多定制代碼,例如G174 / G184,。
這里的代碼能讓主軸的轉(zhuǎn)速與進(jìn)給相匹配,,用類似于剛性攻牙的進(jìn)給方式加工螺紋。在我們最新的控制系統(tǒng)NGC中,,你甚至可以在G18,G19的側(cè)面上使用G84 / G74的攻牙循環(huán),,用更快捷的編程方式加工多個位置上的螺紋。
這里的代碼能讓主軸的轉(zhuǎn)速與進(jìn)給相匹配,,用類似于剛性攻牙的進(jìn)給方式加工螺紋。在我們最新的控制系統(tǒng)NGC中,,你甚至可以在G18,G19的側(cè)面上使用G84 / G74的攻牙循環(huán),,用更快捷的編程方式加工多個位置上的螺紋。
那45度面上的螺紋是如何利用角度頭加工出來的呢,?你可以在下面的視頻里找到答案。






