



















































































































































企業(yè)動態(tài)2024-12-27
在刀具領(lǐng)域內(nèi)立銑刀是一個繞不過的話題,,它有些不一樣有人說它生而不凡,1783年,,法國的勒內(nèi)首先制出銑刀,。1792年,英國的莫茲利制出絲錐和板牙,。有關(guān)麻花鉆的發(fā)明最早的文獻(xiàn)記載是在1822年,,但直到1864年才作為商品生產(chǎn),但因?yàn)榉N種原因,,有些朋友,,不太分得清,立銑刀,、鉆頭,、鉸刀有啥區(qū)別?
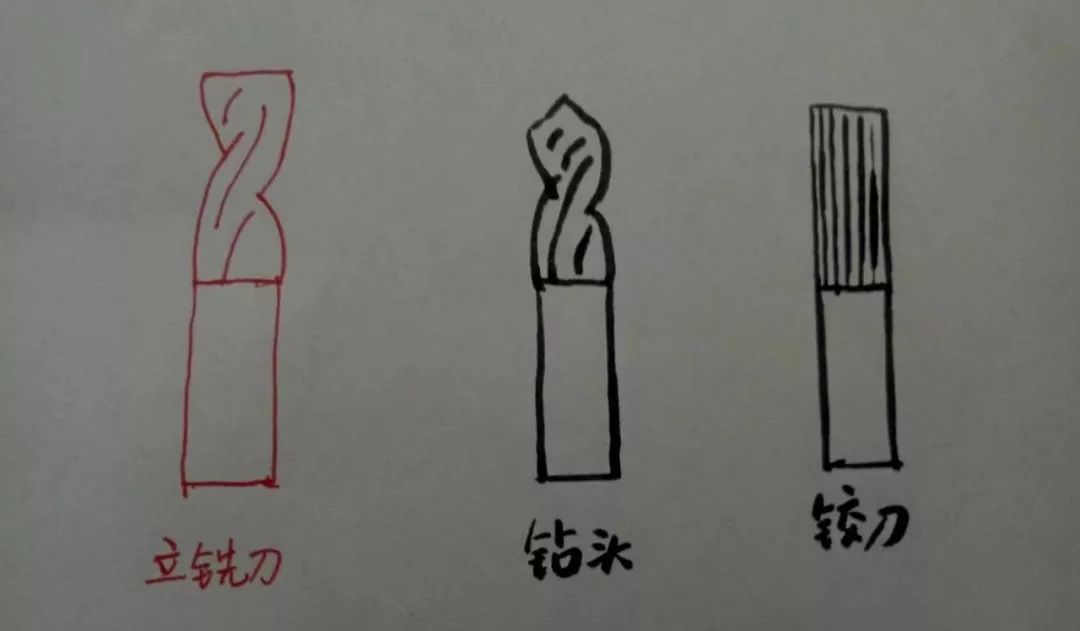
其實(shí)差別也還蠻大的,,立銑刀為螺旋刃,有底刃,,鉆頭有頂角,,腦袋尖尖的,用于鉆孔與擴(kuò)孔,,鉸刀為直刃,,沒有底刃,,用于孔精加工,除了外觀不太一致,,立銑刀用途廣泛,。
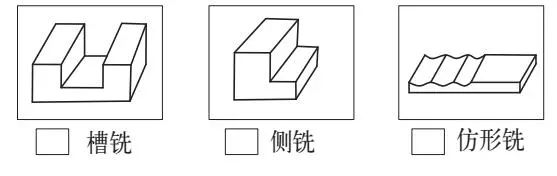
立銑刀的主切削刃在圓柱面上,,端面上的切削刃是副切削刃,,工作時不能沿著銑刀的軸向作進(jìn)給運(yùn)動,,立銑刀可用于側(cè)面加工,、槽加工、曲面加工等加工領(lǐng)域,,在漫長的歲月里立銑刀自身也在推陳出新,,他們相同而又不同。他們分別是高速鋼整體立銑刀,、硬質(zhì)合金整體立銑刀,、可轉(zhuǎn)位立銑刀,多年來,,切削工具行業(yè)一直在嘗試,,用可轉(zhuǎn)位式立銑刀取代整體硬質(zhì)合金立銑刀。有過很多嘗試,,但很少能夠取得成功,。但硬質(zhì)合金整體立銑刀一直屹立不倒,獨(dú)得廣大用戶恩寵,。
那硬質(zhì)合金整體立銑刀究竟多厲害,?下面是立銑刀的介紹
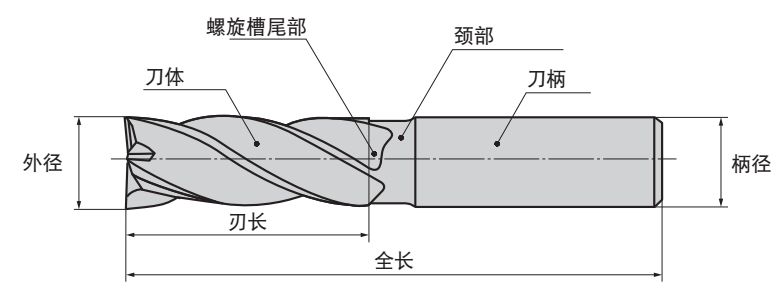
硬質(zhì)合金立銑刀大致長這樣
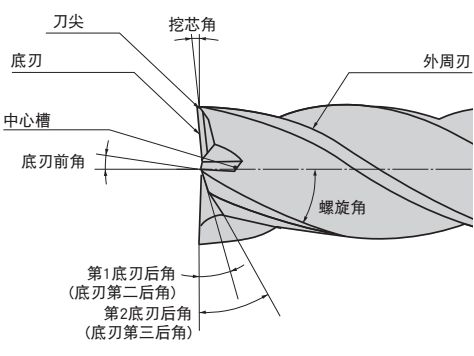
特別的螺旋角好像兄弟姐妹比較多,,有普通刃、錐形刃,、粗加工刃,。
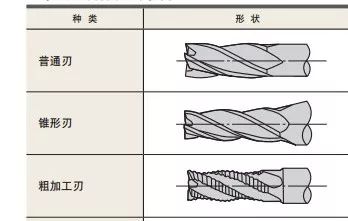
除了圓柱面外周刃不同可以區(qū)分他們,,端面的底刃也可以區(qū)分他們,。
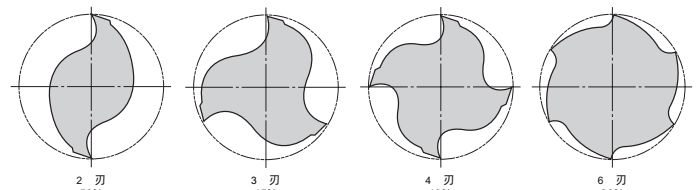
會有2刃,、3刃,、4刃、6刃
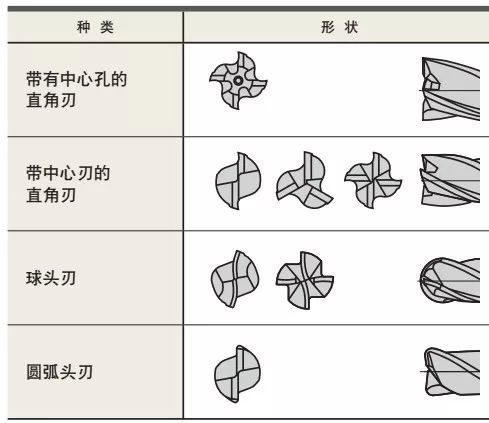
底刃的形狀也可以區(qū)分
有些帶孔
有些帶中心刃
底刃的形狀也可以區(qū)分
有些帶孔
有些帶中心刃
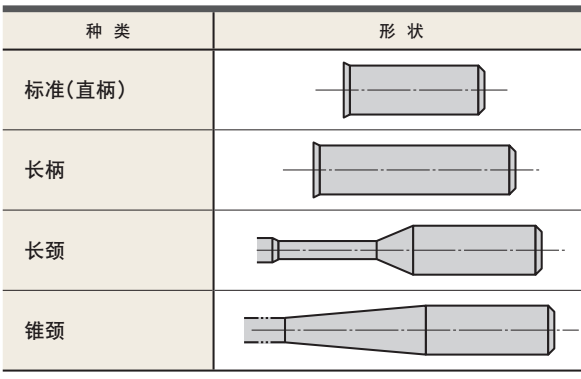
在不同環(huán)境中
對柄的需求不一樣
也衍生了幾種變化
對柄的需求不一樣
也衍生了幾種變化
他們各有所長,,比如說,2刃的立銑刀切削排屑好,,與此同時剛性不好,,6刃的立銑刀剛性好,排屑不好,,不同形狀種類的硬質(zhì)合金立銑刀,,保證了在它和高速鋼立銑刀及可轉(zhuǎn)位立銑刀競爭中,始終屹立不倒,,但它并非無懈可擊,。硬質(zhì)合金立銑刀對正確切削參數(shù)依賴性更強(qiáng),一旦參數(shù)選擇不正確,,更容易影響加工質(zhì)量,,因此使用硬質(zhì)合金立銑刀時,切削條件必須嚴(yán)格符合刀具的使用要求,,硬質(zhì)合金立銑刀要發(fā)揮到最佳效果,,還要有個幫手,就是和立銑刀配套的夾頭,, 立銑加工時,,刀具主要受到側(cè)向推力的作用。
因此,,這意味著夾頭夾持刀具的界面,,(無論其為何種類型)將成為工具系統(tǒng)的薄弱環(huán)節(jié)之一,對于立銑加工而言,,高質(zhì)量的側(cè)面鎖緊(sidelock)夾頭,,或ER彈簧夾頭可能是最佳選擇。
因此,,這意味著夾頭夾持刀具的界面,,(無論其為何種類型)將成為工具系統(tǒng)的薄弱環(huán)節(jié)之一,對于立銑加工而言,,高質(zhì)量的側(cè)面鎖緊(sidelock)夾頭,,或ER彈簧夾頭可能是最佳選擇。






