企業(yè)動態(tài)2024-12-27
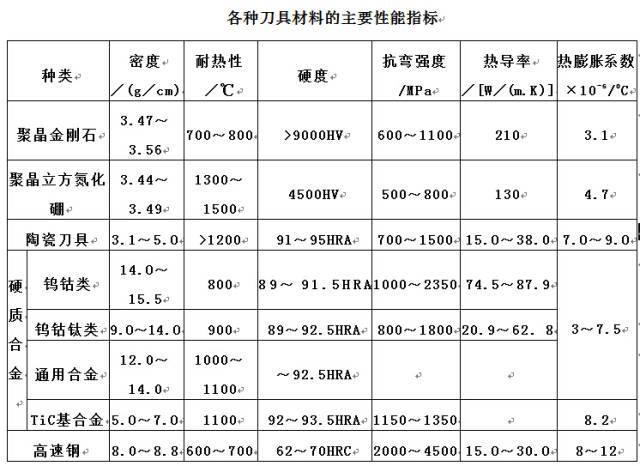
目前廣泛應(yīng)用的數(shù)控刀具材料主要有金剛石刀具,、立方氮化硼刀具,、陶瓷刀具、涂層刀具,、硬質(zhì)合金刀具和高速鋼刀具等,。刀具材料總牌號多,其性能相差很大,。如下表各種刀具材料的主要性能指標,。
數(shù)控加工用刀具材料必須根據(jù)所加工的工件和加工性質(zhì)來選擇。刀具材料的選用應(yīng)與加工對象合理匹配,,切削刀具材料與加工對象的匹配,,主要指二者的力學(xué)性能、物理性能和化學(xué)性能相匹配,,以獲得最長的刀具壽命和最大的切削加工生產(chǎn)率,。
1.切削刀具材料與加工對象的力學(xué)性能匹配
切削刀具與加工對象的力學(xué)性能匹配問題主要是指刀具與工件材料的強度、韌性和硬度等力學(xué)性能參數(shù)要相匹配,。具有不同力學(xué)性能的刀具材料所適合加工的工件材料有所不同,。
① 刀具材料硬度順序為:金剛石刀具>立方氮化硼刀具>陶瓷刀具>硬質(zhì)合金>高速鋼。
② 刀具材料的抗彎強度順序為:高速鋼>硬質(zhì)合金>陶瓷刀具>金剛石和立方氮化硼刀具,。
③ 刀具材料的韌度大小順序為:高速鋼>硬質(zhì)合金>立方氮化硼,、金剛石和陶瓷刀具。
高硬度的工件材料,,必須用更高硬度的刀具來加工,,刀具材料的硬度必須高于工件材料的硬度,一般要求在60HRC以上,。刀具材料的硬度越高,,其耐磨性就越好。如,,硬質(zhì)合金中含鈷量增多時,,其強度和韌性增加,,硬度降低,適合于粗加工,;含鈷量減少時,,其硬度及耐磨性增加,適合于精加工,。
具有優(yōu)良高溫力學(xué)性能的刀具尤其適合于高速切削加工,。陶瓷刀具優(yōu)良的高溫性能使其能夠以高的速度進行切削,允許的切削速度可比硬質(zhì)合金提高2~10倍,。
切削刀具與加工對象的力學(xué)性能匹配問題主要是指刀具與工件材料的強度、韌性和硬度等力學(xué)性能參數(shù)要相匹配,。具有不同力學(xué)性能的刀具材料所適合加工的工件材料有所不同,。
① 刀具材料硬度順序為:金剛石刀具>立方氮化硼刀具>陶瓷刀具>硬質(zhì)合金>高速鋼。
② 刀具材料的抗彎強度順序為:高速鋼>硬質(zhì)合金>陶瓷刀具>金剛石和立方氮化硼刀具,。
③ 刀具材料的韌度大小順序為:高速鋼>硬質(zhì)合金>立方氮化硼,、金剛石和陶瓷刀具。
高硬度的工件材料,,必須用更高硬度的刀具來加工,,刀具材料的硬度必須高于工件材料的硬度,一般要求在60HRC以上,。刀具材料的硬度越高,,其耐磨性就越好。如,,硬質(zhì)合金中含鈷量增多時,,其強度和韌性增加,,硬度降低,適合于粗加工,;含鈷量減少時,,其硬度及耐磨性增加,適合于精加工,。
具有優(yōu)良高溫力學(xué)性能的刀具尤其適合于高速切削加工,。陶瓷刀具優(yōu)良的高溫性能使其能夠以高的速度進行切削,允許的切削速度可比硬質(zhì)合金提高2~10倍,。
2.切削刀具材料與加工對象的物理性能匹配
具有不同物理性能的刀具,,如,高導(dǎo)熱和低熔點的高速鋼刀具,、高熔點和低熱脹的陶瓷刀具,、高導(dǎo)熱和低熱脹的金剛石刀具等,所適合加工的工件材料有所不同,。加工導(dǎo)熱性差的工件時,,應(yīng)采用導(dǎo)熱較好的刀具材料,以使切削熱得以迅速傳出而降低切削溫度,。金剛石由于導(dǎo)熱系數(shù)及熱擴散率高,,切削熱容易散出,不會產(chǎn)生很大的熱變形,,這對尺寸精度要求很高的精密加工刀具來說尤為重要,。
① 各種刀具材料的耐熱溫度:金剛石刀具為700~8000C、PCBN刀具為13000~15000C,、陶瓷刀具為1100~12000C,、TiC(N)基硬質(zhì)合金為900~11000C、WC基超細晶粒硬質(zhì)合金為800~9000C,、HSS為600~7000C,。
② 各種刀具材料的導(dǎo)熱系數(shù)順序:PCD>PCBN>WC基硬質(zhì)合金>TiC(N)基硬質(zhì)合金>HSS>Si3N4基陶瓷>A1203基陶瓷。
③ 各種刀具材料的熱脹系數(shù)大小順序為:HSS>WC基硬質(zhì)合金>TiC(N)> A1203基陶瓷>PCBN>Si3N4基陶瓷>PCD,。
④ 各種刀具材料的抗熱震性大小順序為:HSS>WC基硬質(zhì)合金>Si3N4基陶瓷>PCBN>PCD>TiC(N)基硬質(zhì)合金>A1203基陶瓷,。
具有不同物理性能的刀具,,如,高導(dǎo)熱和低熔點的高速鋼刀具,、高熔點和低熱脹的陶瓷刀具,、高導(dǎo)熱和低熱脹的金剛石刀具等,所適合加工的工件材料有所不同,。加工導(dǎo)熱性差的工件時,,應(yīng)采用導(dǎo)熱較好的刀具材料,以使切削熱得以迅速傳出而降低切削溫度,。金剛石由于導(dǎo)熱系數(shù)及熱擴散率高,,切削熱容易散出,不會產(chǎn)生很大的熱變形,,這對尺寸精度要求很高的精密加工刀具來說尤為重要,。
① 各種刀具材料的耐熱溫度:金剛石刀具為700~8000C、PCBN刀具為13000~15000C,、陶瓷刀具為1100~12000C,、TiC(N)基硬質(zhì)合金為900~11000C、WC基超細晶粒硬質(zhì)合金為800~9000C,、HSS為600~7000C,。
② 各種刀具材料的導(dǎo)熱系數(shù)順序:PCD>PCBN>WC基硬質(zhì)合金>TiC(N)基硬質(zhì)合金>HSS>Si3N4基陶瓷>A1203基陶瓷。
③ 各種刀具材料的熱脹系數(shù)大小順序為:HSS>WC基硬質(zhì)合金>TiC(N)> A1203基陶瓷>PCBN>Si3N4基陶瓷>PCD,。
④ 各種刀具材料的抗熱震性大小順序為:HSS>WC基硬質(zhì)合金>Si3N4基陶瓷>PCBN>PCD>TiC(N)基硬質(zhì)合金>A1203基陶瓷,。
3.切削刀具材料與加工對象的化學(xué)性能匹配
切削刀具材料與加工對象的化學(xué)性能匹配問題主要是指刀具材料與工件材料化學(xué)親和性、化學(xué)反應(yīng),、擴散和溶解等化學(xué)性能參數(shù)要相匹配,。材料不同的刀具所適合加工的工件材料有所不同。
① 各種刀具材料抗粘接溫度高低(與鋼)為:PCBN>陶瓷>硬質(zhì)合金>HSS,。
② 各種刀具材料抗氧化溫度高低為:陶瓷>PCBN>硬質(zhì)合金>金剛石>HSS,。
③ 種刀具材料的擴散強度大小(對鋼鐵)為:金剛石>Si3N4基陶瓷>PCBN>A1203基陶瓷。擴散強度大小(對鈦)為:A1203基陶瓷>PCBN>SiC>Si3N4>金剛石,。
切削刀具材料與加工對象的化學(xué)性能匹配問題主要是指刀具材料與工件材料化學(xué)親和性、化學(xué)反應(yīng),、擴散和溶解等化學(xué)性能參數(shù)要相匹配,。材料不同的刀具所適合加工的工件材料有所不同。
① 各種刀具材料抗粘接溫度高低(與鋼)為:PCBN>陶瓷>硬質(zhì)合金>HSS,。
② 各種刀具材料抗氧化溫度高低為:陶瓷>PCBN>硬質(zhì)合金>金剛石>HSS,。
③ 種刀具材料的擴散強度大小(對鋼鐵)為:金剛石>Si3N4基陶瓷>PCBN>A1203基陶瓷。擴散強度大小(對鈦)為:A1203基陶瓷>PCBN>SiC>Si3N4>金剛石,。
4.數(shù)控刀具材料的合理選擇
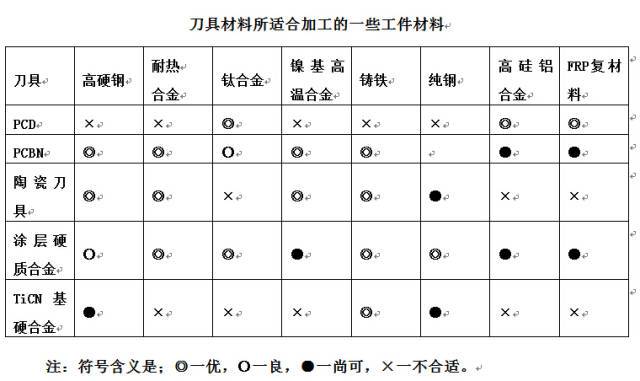
一般而言,,PCBN,、陶瓷刀具、涂層硬質(zhì)合金及TiCN基硬質(zhì)合金刀具適合于鋼鐵等黑色金屬的數(shù)控加工,;而PCD刀具適合于對Al、Mg,、Cu等有色金屬材料及其合金和非金屬材料的加工,。表3-3-2列出了上述刀具材料所適合加工的一些工件材料。
下表出了各種刀具材料所適合加工的一些工件材料,。
一般而言,,PCBN,、陶瓷刀具、涂層硬質(zhì)合金及TiCN基硬質(zhì)合金刀具適合于鋼鐵等黑色金屬的數(shù)控加工,;而PCD刀具適合于對Al、Mg,、Cu等有色金屬材料及其合金和非金屬材料的加工,。表3-3-2列出了上述刀具材料所適合加工的一些工件材料。
下表出了各種刀具材料所適合加工的一些工件材料,。