



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
在機(jī)加工行業(yè),,銑削直槽是不可避免會(huì)遇到的案例,。您一般如何銑削?又會(huì)選用什么樣的銑刀,?在相同的切削參數(shù)和工況的情況下,,我們選擇不同的銑刀,看一下實(shí)際的銑削效果:
視頻1
視頻2
考慮到容屑,、排屑因素,,銑削槽時(shí)通常推薦選用2刃(特別是加工鋁材類(lèi)軟金屬時(shí))或者3刃銑刀,如視頻1,。因?yàn)殂娤鞑蹠r(shí),,刃數(shù)過(guò)多不利于切屑排出,反而容易因?yàn)榉e屑導(dǎo)致斷刀現(xiàn)象,,如視頻2,。
如果選用4刃銑刀,那么銑刀的設(shè)計(jì)和切削參數(shù)的選擇就非常關(guān)鍵,。
從銑刀設(shè)計(jì)來(lái)說(shuō),,銑刀排屑槽要能夠順暢排屑,銑刀的整體剛性,、穩(wěn)定性要足夠好,,能承受較為惡劣的工況,如震動(dòng),、散熱等問(wèn)題,。從切削參數(shù)上來(lái)說(shuō),銑槽時(shí),,切深ap習(xí)慣上都是銑刀直徑d1的一半,,即0.5d1(FRAISA整硬銑刀通常推薦值為最小1d1,甚至1.5-2d1),,如視頻3,,4。
如果選用4刃銑刀,那么銑刀的設(shè)計(jì)和切削參數(shù)的選擇就非常關(guān)鍵,。
從銑刀設(shè)計(jì)來(lái)說(shuō),,銑刀排屑槽要能夠順暢排屑,銑刀的整體剛性,、穩(wěn)定性要足夠好,,能承受較為惡劣的工況,如震動(dòng),、散熱等問(wèn)題,。從切削參數(shù)上來(lái)說(shuō),銑槽時(shí),,切深ap習(xí)慣上都是銑刀直徑d1的一半,,即0.5d1(FRAISA整硬銑刀通常推薦值為最小1d1,甚至1.5-2d1),,如視頻3,,4。
視頻3
視頻4
通過(guò)對(duì)比,,可以看出視頻4的排屑效果明顯優(yōu)于其他三種銑刀,,因?yàn)檫@款銑刀采用了雙螺旋槽技術(shù),,增大了容屑/排屑空間,優(yōu)化了排屑槽,,使銑刀剛性更好,,切屑能夠順暢快速?gòu)墓ぷ鲄^(qū)域排出,從而降低了切小區(qū)域的熱量,,銑刀可以實(shí)現(xiàn)大的切深,。
需要特別提示的是,在進(jìn)行銑槽加工時(shí),,我們推薦使用側(cè)固刀柄,,因?yàn)檫@能有效防止銑刀在銑槽的過(guò)程中出現(xiàn)掉刀現(xiàn)象。
需要特別提示的是,在進(jìn)行銑槽加工時(shí),,我們推薦使用側(cè)固刀柄,,因?yàn)檫@能有效防止銑刀在銑槽的過(guò)程中出現(xiàn)掉刀現(xiàn)象。

如果銑刀性能足夠好,,即使加工鈦合金類(lèi)材料同樣可以實(shí)現(xiàn)近2倍徑的切深,。
視頻5
銑槽時(shí)切削線速度要遠(yuǎn)低于常規(guī)的側(cè)刃銑削的線速度,主要就是為了降低切削熱量,,利于散熱,,但較低的線速度就意味著較低的進(jìn)給,和較低的效率,,對(duì)于不同的工藝節(jié)拍要求來(lái)說(shuō),,選合適的銑刀就顯得尤為重要。例如在加工中心機(jī)床上有一個(gè)不可缺少的重要部件:用來(lái)放置工件或者夾具的工作臺(tái)(如下圖),。
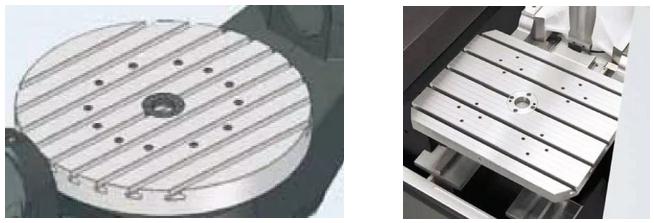
在這種工作臺(tái)上有長(zhǎng)度,、數(shù)量不等的T型槽,通常需要先加工出直槽,,再加工最終的T型槽,。目前很多的公司還是采用比較習(xí)慣的小切深銑削方式,這導(dǎo)致兩個(gè)問(wèn)題比較突出:1)生產(chǎn)效率較低,;2)刀具磨損較快(總是在使用刃長(zhǎng)為0.5d1那部分切削刃)。
這種情況下如果想提高效率,,那么根據(jù)機(jī)床狀況選擇合適的銑刀是一個(gè)比較合理方案,。
1)如果機(jī)床狀況相對(duì)不夠好,如轉(zhuǎn)速較低,,主軸剛性不好,,動(dòng)態(tài)性能不夠,那么用一般的短刃銑刀相對(duì)比較合適,;
2)如果機(jī)床狀況較好,,那么選用高性能的銑刀則能夠有效發(fā)揮機(jī)床性能,提高效率,,降低綜合成本,;
3)如果機(jī)床狀況很好,,如轉(zhuǎn)速適宜,動(dòng)態(tài)性能較好,,那么甚至可以使用目前最高效的方式:高動(dòng)態(tài)銑削方式,,可以實(shí)現(xiàn)比常規(guī)方式提高2倍以上效率。
這種情況下如果想提高效率,,那么根據(jù)機(jī)床狀況選擇合適的銑刀是一個(gè)比較合理方案,。
1)如果機(jī)床狀況相對(duì)不夠好,如轉(zhuǎn)速較低,,主軸剛性不好,,動(dòng)態(tài)性能不夠,那么用一般的短刃銑刀相對(duì)比較合適,;
2)如果機(jī)床狀況較好,,那么選用高性能的銑刀則能夠有效發(fā)揮機(jī)床性能,提高效率,,降低綜合成本,;
3)如果機(jī)床狀況很好,,如轉(zhuǎn)速適宜,動(dòng)態(tài)性能較好,,那么甚至可以使用目前最高效的方式:高動(dòng)態(tài)銑削方式,,可以實(shí)現(xiàn)比常規(guī)方式提高2倍以上效率。
以下視頻可以作為滿(mǎn)槽銑削和高動(dòng)態(tài)銑削的對(duì)比參考,。
視頻6






