



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
日常機(jī)械加工時(shí),,遇到對(duì)精度有要求的沉孔,您是如何加工的呢,?通常我們有2種方式:

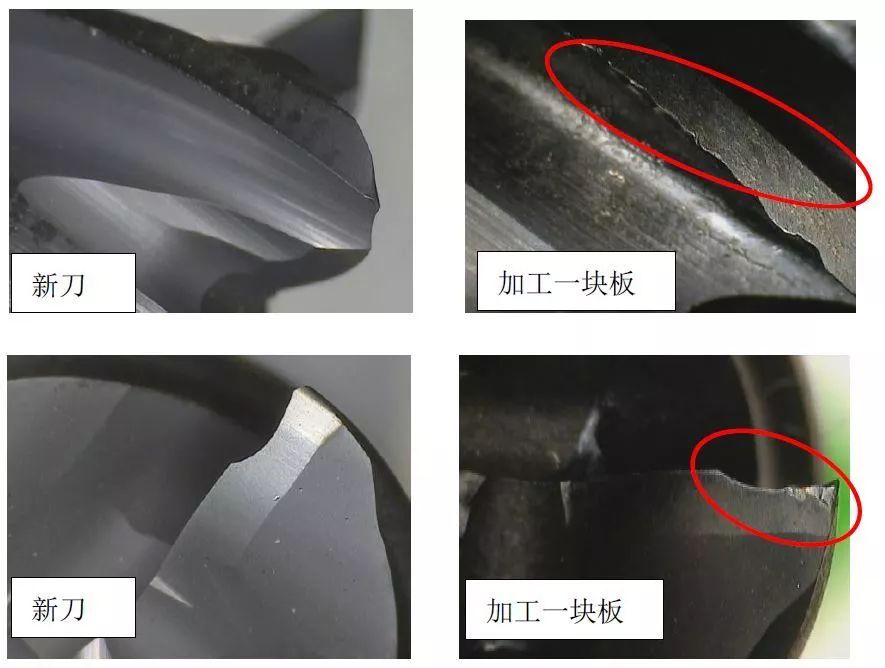
想必您也關(guān)心刀具壽命,那我們來看看新刀和加工完一件(600個(gè)孔)后的刀具磨損照片,。
A 鉆底孔-精銑孔
B 螺旋銑
這兩種是常規(guī)的工藝策略,。
選用A方式,則需較多的輔助時(shí)間,,比如安裝鉆頭,安裝銑刀以及測(cè)量刀長等,;
選用B方式,,則較長的螺旋下刀時(shí)間會(huì)導(dǎo)致較高的時(shí)間成本,特別當(dāng)要加工的孔或產(chǎn)品較多時(shí),。
選用A方式,則需較多的輔助時(shí)間,,比如安裝鉆頭,安裝銑刀以及測(cè)量刀長等,;
選用B方式,,則較長的螺旋下刀時(shí)間會(huì)導(dǎo)致較高的時(shí)間成本,特別當(dāng)要加工的孔或產(chǎn)品較多時(shí),。
針對(duì)這些情況,,您有沒有想過其他高效又靈活的方式?下面的視頻便提供了另外一種可能,。
看視頻時(shí)可留意畫面左側(cè)的信息,,包括材料、刀具直徑,、切削參數(shù),,特別是下刀螺旋角或者斜角,是否和您常用的有很大不同呢(螺旋角可達(dá)20°,,斜角可達(dá)28°),?了解過后,應(yīng)該很想認(rèn)識(shí)下我們的主角吧,。
FRAISA NVDS系列銑刀
這款銑刀與市面上的平底端銑刀的最大區(qū)別就是底刃的突破性設(shè)計(jì),。因其特殊的底刃設(shè)計(jì),即使螺旋下刀時(shí)螺旋角很大,,這款銑刀也能輕松應(yīng)對(duì),,而且即便是HRC54的硬鋼,都同樣適用,。
如果覺得視頻不夠有說服力,,我們來看個(gè)真實(shí)案例,。
案例介紹
P20 600孔 效率 成本 壽命
P20 600孔 效率 成本 壽命
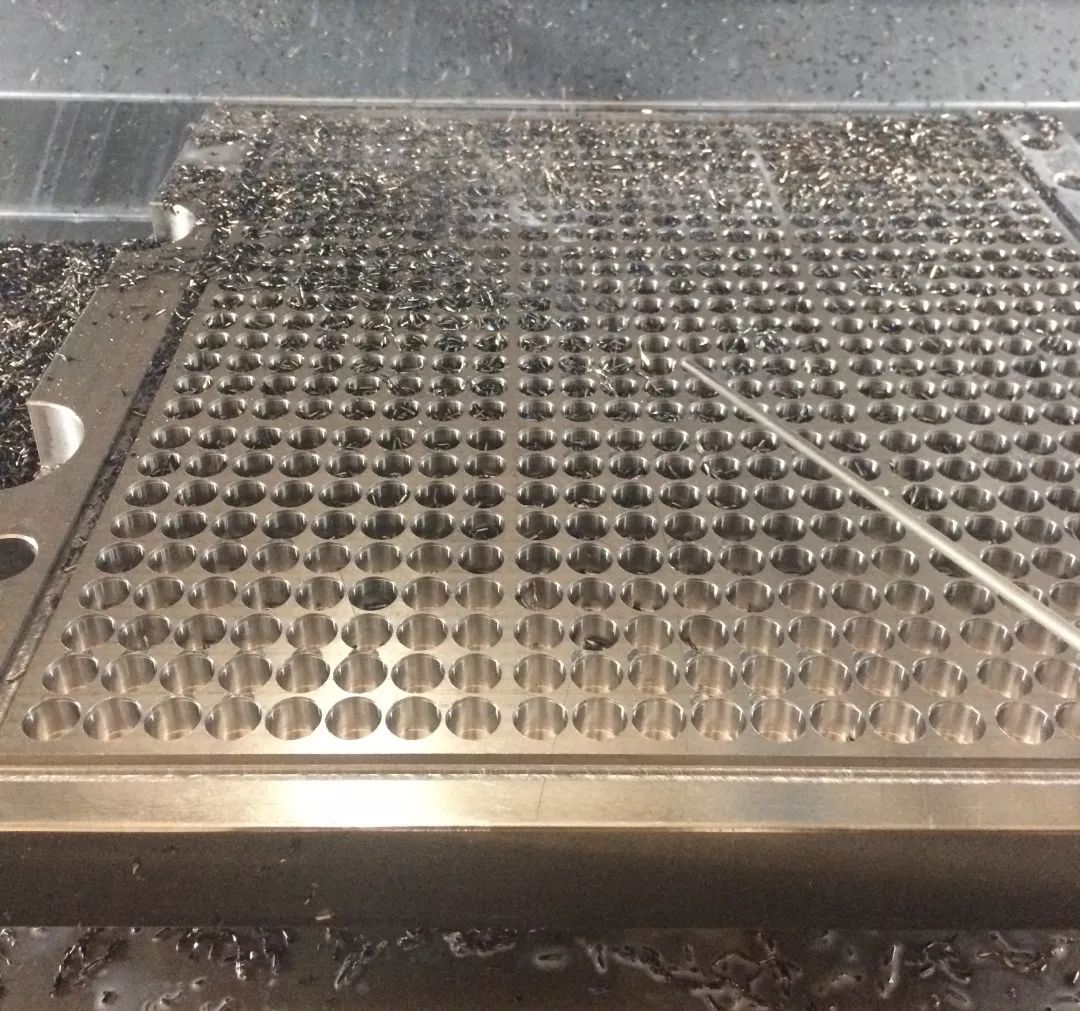
客戶在一個(gè)P20材料大板上面加工600個(gè)孔,孔徑21.2mm,,沉孔深15mm,,之前采用鉆底孔-銑刀側(cè)銑的工藝方式,加工時(shí)間約69小時(shí),。采用FRAISA的新型銑刀,,直接大螺旋角銑削沉孔,加工完600個(gè)孔,,只需1小時(shí)15分鐘,。
加工實(shí)況
想必您也關(guān)心刀具壽命,那我們來看看新刀和加工完一件(600個(gè)孔)后的刀具磨損照片,。
客戶最終的測(cè)試結(jié)果是一支銑刀能夠完成兩個(gè)工件(1200個(gè)孔),,經(jīng)其計(jì)算,總加工成本為原來的10%,??赐晔遣皇且蚕胗H自體驗(yàn)下呢?如果有任何問題,,請(qǐng)聯(lián)系思誠資源,!






