



















































































































































企業(yè)動態(tài)2024-12-27
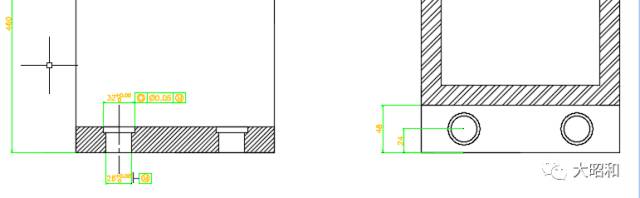
當你遇到類似圖紙中D32孔需要加工時你會選用什么樣的方法呢?
① 從正面加工,?哎呀,,刀具需要好長的懸伸。
② 從反面加工,,使用T型刀走圓弧插補,?一般的公差的孔還好應(yīng)付,當孔公差較高時,,機床的精度是否可以穩(wěn)定達成呢,?
③ 制作非標刀具? 貨期長,、價格高,、品質(zhì)也不穩(wěn)定。,。,。
那么是不是有更好的反面加工方式呢? 對比以上能減少懸伸,,提高了刀具剛性,,提高加工效率,不依賴機床插補精度,,加工精度簡單控制呢,?
答案是,有,!
① 從正面加工,?哎呀,,刀具需要好長的懸伸。
② 從反面加工,,使用T型刀走圓弧插補,?一般的公差的孔還好應(yīng)付,當孔公差較高時,,機床的精度是否可以穩(wěn)定達成呢,?
③ 制作非標刀具? 貨期長,、價格高,、品質(zhì)也不穩(wěn)定。,。,。
那么是不是有更好的反面加工方式呢? 對比以上能減少懸伸,,提高了刀具剛性,,提高加工效率,不依賴機床插補精度,,加工精度簡單控制呢,?
答案是,有,!

BIG大昭和生產(chǎn)的EWN、EWD精鏜刀均可標準對應(yīng)反鏜,只需將刀片座反向安裝即可,。最小調(diào)節(jié)精度可達0.001mm/φ,輕松滿足各種公差要求,。
不僅僅精鏜反鏜,針對不同尺寸,、不同精度,、不同的加工方式也擁有同樣豐富的產(chǎn)品,滿足各種的加工需求:
不僅僅精鏜反鏜,針對不同尺寸,、不同精度,、不同的加工方式也擁有同樣豐富的產(chǎn)品,滿足各種的加工需求:
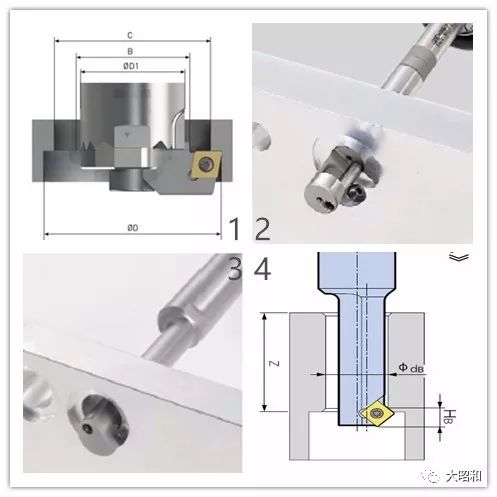
- 反鏜粗加工用鏜頭,,刀片座與本體采用精密齒狀結(jié)構(gòu),剛性十足,;
- 正反轉(zhuǎn)開合式結(jié)構(gòu),,可輕松通過一定孔徑進行大范圍反刮加工;
- 與帶頭螺栓尺寸匹配的獨特設(shè)計,,高效率反向加工時也可以向刀尖供冷,;
- 專門針對絲錐底孔規(guī)格的設(shè)計,刀片鋒利,,拒絕2次毛刺,。
豐富的產(chǎn)品選擇,希望能帶來一些啟發(fā),,再遇到此類加工時能為您提供更多的思路。






