



















































































































































企業(yè)動態(tài)2024-12-27
摘要:在零件的數(shù)控加工中,,對刀操作是基本要領(lǐng),。而深入認(rèn)識對刀原理有助于編程加工的正確操作和相關(guān)參數(shù)的正確設(shè)置。本文以GSK980Tdb數(shù)控車床和Fanuc數(shù)控銑床為例,,對控機(jī)床對刀原理作了理論上的探討和應(yīng)用舉例,。
1.問題的提出
在一次校企合作培訓(xùn)中,該公司大多數(shù)數(shù)控學(xué)習(xí)者知道數(shù)控機(jī)床對刀操作,,但對數(shù)控機(jī)床對刀原理不知其所以然,,有時(shí)出現(xiàn)一些莫名其妙的錯誤,導(dǎo)致產(chǎn)品超差報(bào)廢,。本文以數(shù)控車床和數(shù)控銑床為例,,闡述有關(guān)數(shù)控機(jī)床對刀原理。
因?yàn)榈段稽c(diǎn)的位置坐標(biāo)計(jì)算是以工件坐標(biāo)系(或編程坐標(biāo)系)的原點(diǎn)為參考來進(jìn)行計(jì)算的,,而刀具的運(yùn)動是以機(jī)床坐標(biāo)系的原點(diǎn)為參考的,,如果刀具要有明確的運(yùn)動,就必須知道刀具的刀位點(diǎn)運(yùn)動到給定的編程坐標(biāo)時(shí),,相對應(yīng)的機(jī)床坐標(biāo)是多少,。換句話來說,工件裝夾在機(jī)床上后,,工件坐標(biāo)系相當(dāng)于機(jī)床坐標(biāo)系的一個子坐標(biāo),,只有確定兩個坐標(biāo)之間的偏置關(guān)系,,才能完成兩個坐標(biāo)系之間坐標(biāo)的轉(zhuǎn)換(將刀位點(diǎn)在編程坐標(biāo)系里的坐標(biāo)轉(zhuǎn)換成機(jī)床坐標(biāo)系里面的坐標(biāo)),刀具才有明確的運(yùn)動,,而這一偏置關(guān)系是通過對刀來實(shí)現(xiàn)的,。



1.問題的提出
在一次校企合作培訓(xùn)中,該公司大多數(shù)數(shù)控學(xué)習(xí)者知道數(shù)控機(jī)床對刀操作,,但對數(shù)控機(jī)床對刀原理不知其所以然,,有時(shí)出現(xiàn)一些莫名其妙的錯誤,導(dǎo)致產(chǎn)品超差報(bào)廢,。本文以數(shù)控車床和數(shù)控銑床為例,,闡述有關(guān)數(shù)控機(jī)床對刀原理。
(1)數(shù)控車床對刀原理,。對刀的目的是確定工件坐標(biāo)系與機(jī)床坐標(biāo)系的相互位置關(guān)系,。工件裝夾在機(jī)床上后,工件(工件坐標(biāo)系)的位置在機(jī)床坐標(biāo)系中是具體的,,這一具體的位置是通過對刀操作來確定的。
因?yàn)榈段稽c(diǎn)的位置坐標(biāo)計(jì)算是以工件坐標(biāo)系(或編程坐標(biāo)系)的原點(diǎn)為參考來進(jìn)行計(jì)算的,,而刀具的運(yùn)動是以機(jī)床坐標(biāo)系的原點(diǎn)為參考的,,如果刀具要有明確的運(yùn)動,就必須知道刀具的刀位點(diǎn)運(yùn)動到給定的編程坐標(biāo)時(shí),,相對應(yīng)的機(jī)床坐標(biāo)是多少,。換句話來說,工件裝夾在機(jī)床上后,,工件坐標(biāo)系相當(dāng)于機(jī)床坐標(biāo)系的一個子坐標(biāo),,只有確定兩個坐標(biāo)之間的偏置關(guān)系,,才能完成兩個坐標(biāo)系之間坐標(biāo)的轉(zhuǎn)換(將刀位點(diǎn)在編程坐標(biāo)系里的坐標(biāo)轉(zhuǎn)換成機(jī)床坐標(biāo)系里面的坐標(biāo)),刀具才有明確的運(yùn)動,,而這一偏置關(guān)系是通過對刀來實(shí)現(xiàn)的,。
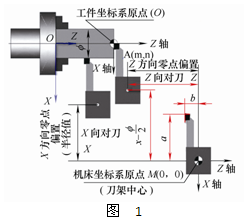
以試切對刀為例,對GSK980Tdb數(shù)控車床對刀原理作一個簡單的介紹,。
如圖1所示,,設(shè)刀具在X方向和Z方向的長度分別為a、b(相對于刀架中心,,a,、b不一定要有確定的數(shù)據(jù)),試切外圓后刀具直徑為φ,,X方向零點(diǎn)偏置為x(負(fù)值),;試切端面后,Z方向零點(diǎn)偏置為z(負(fù)值),。
刀具運(yùn)動到編程坐標(biāo)系原點(diǎn)時(shí)的機(jī)床坐標(biāo)為(2x―φ,,z)(這一坐標(biāo)數(shù)據(jù)經(jīng)控制面板在刀補(bǔ)中通過輸入“Xφ”和“Zo”由數(shù)控系統(tǒng)自動計(jì)算獲得并儲存),而工件坐標(biāo)系原點(diǎn)在機(jī)床坐標(biāo)系中的位置為(2x-φ-a,,z-b),。
設(shè)工件坐標(biāo)系(或編程坐標(biāo)系)中刀位點(diǎn)任意一點(diǎn)的編程坐標(biāo)為A(m,n),,則將此點(diǎn)坐標(biāo)轉(zhuǎn)換到機(jī)床坐標(biāo)系里面的坐標(biāo)為(2x-φ-a+m,,z-b+n),而此時(shí)相應(yīng)的機(jī)床坐標(biāo)(刀架中心)為(2x-φ-a+m+a,,z-b+n+b),,即(2x-φ+m,z+n)(與刀具長度無關(guān)),,此時(shí)刀具有明確的機(jī)床運(yùn)動坐標(biāo),。
所以對刀操作后,通過刀補(bǔ)的設(shè)定,,便能確定任意刀具刀位點(diǎn)到達(dá)工件坐標(biāo)系原點(diǎn)時(shí)的機(jī)床坐標(biāo)(2x-φ,,z),從而完成兩個坐標(biāo)系之間坐標(biāo)的轉(zhuǎn)換,,并且確定相對應(yīng)的機(jī)床坐標(biāo),,此時(shí)刀具有明確的機(jī)床運(yùn)動。
(2)數(shù)控銑床對刀原理,。數(shù)控銑床對刀原理和數(shù)控車床對刀原理相似,,通過對刀確定工件坐標(biāo)系與機(jī)床坐標(biāo)系之間的空間位置關(guān)系,并將對刀數(shù)據(jù)輸入到相應(yīng)的存儲位置,。
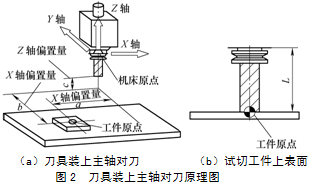
參考前述數(shù)控車床對刀原理可以看出,,對刀操作的實(shí)質(zhì)是確定任意刀具刀位點(diǎn)到達(dá)工件坐標(biāo)系原點(diǎn)時(shí)的機(jī)床坐標(biāo),,并記錄在機(jī)床里面,從而完成兩個坐標(biāo)系之間坐標(biāo)的轉(zhuǎn)換,,并且確定相對應(yīng)的機(jī)床坐標(biāo),,此時(shí)刀具有明確的機(jī)床運(yùn)動。下面以Fanuc數(shù)控銑床XK7145A兩種情況為例,,將工件坐標(biāo)系的原點(diǎn)設(shè)置在長方體工件上表面的中心處(見圖2),,簡要介紹其對刀基本原理。
設(shè)工件坐標(biāo)系(或編程坐標(biāo)系)中刀位點(diǎn)任意一點(diǎn)的編程坐標(biāo)為A(m,n),,則將此點(diǎn)坐標(biāo)轉(zhuǎn)換到機(jī)床坐標(biāo)系里面的坐標(biāo)為(2x-φ-a+m,,z-b+n),而此時(shí)相應(yīng)的機(jī)床坐標(biāo)(刀架中心)為(2x-φ-a+m+a,,z-b+n+b),,即(2x-φ+m,z+n)(與刀具長度無關(guān)),,此時(shí)刀具有明確的機(jī)床運(yùn)動坐標(biāo),。
所以對刀操作后,通過刀補(bǔ)的設(shè)定,,便能確定任意刀具刀位點(diǎn)到達(dá)工件坐標(biāo)系原點(diǎn)時(shí)的機(jī)床坐標(biāo)(2x-φ,,z),從而完成兩個坐標(biāo)系之間坐標(biāo)的轉(zhuǎn)換,,并且確定相對應(yīng)的機(jī)床坐標(biāo),,此時(shí)刀具有明確的機(jī)床運(yùn)動。
(2)數(shù)控銑床對刀原理,。數(shù)控銑床對刀原理和數(shù)控車床對刀原理相似,,通過對刀確定工件坐標(biāo)系與機(jī)床坐標(biāo)系之間的空間位置關(guān)系,并將對刀數(shù)據(jù)輸入到相應(yīng)的存儲位置,。
參考前述數(shù)控車床對刀原理可以看出,,對刀操作的實(shí)質(zhì)是確定任意刀具刀位點(diǎn)到達(dá)工件坐標(biāo)系原點(diǎn)時(shí)的機(jī)床坐標(biāo),,并記錄在機(jī)床里面,從而完成兩個坐標(biāo)系之間坐標(biāo)的轉(zhuǎn)換,,并且確定相對應(yīng)的機(jī)床坐標(biāo),,此時(shí)刀具有明確的機(jī)床運(yùn)動。下面以Fanuc數(shù)控銑床XK7145A兩種情況為例,,將工件坐標(biāo)系的原點(diǎn)設(shè)置在長方體工件上表面的中心處(見圖2),,簡要介紹其對刀基本原理。
情景一:刀具裝上主軸對刀,。先將機(jī)床參考點(diǎn)回零后,,機(jī)床原點(diǎn)歸于正向極限位置。通過對刀后,,機(jī)床坐標(biāo)顯示為(a,,b,c),,即各軸偏置量,,如圖2a所示。刀長為L,,如圖2b所示,,則工件坐標(biāo)系原點(diǎn)在機(jī)床坐標(biāo)系中的位置為(a,b,,c-L),。
設(shè)任意編程坐標(biāo)為A(m,n,,o),,則將此點(diǎn)坐標(biāo)轉(zhuǎn)換到機(jī)床坐標(biāo)系里面的坐標(biāo)為(a+m,b+n,,o+c-L),,而此時(shí)相應(yīng)的機(jī)床坐標(biāo)(主軸端面中心)為(a+m,b+n,,o+c-L +L),,即(a+m,b+n,,o+c)(與刀長無關(guān)),,此時(shí)刀具有明確的機(jī)床運(yùn)動坐標(biāo)。
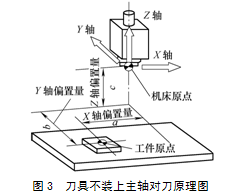
情景二:刀具不裝上主軸對刀(見圖3),。先將機(jī)床參考點(diǎn)回零后,機(jī)床原點(diǎn)歸于正向極限位置,。通過對刀后,,機(jī)床坐標(biāo)顯示為(a,,b,c), 如圖3所示,,即各軸偏置量,,則工件坐標(biāo)系原點(diǎn)在機(jī)床坐標(biāo)系中的位置為(a,b,,c),。
設(shè)任意編程坐標(biāo)為A(m,n,,o),設(shè)刀長為L,,則將此點(diǎn)坐標(biāo)轉(zhuǎn)換到機(jī)床坐標(biāo)系里面的坐標(biāo)為(a+m,b+n,,o+c),,而此時(shí)相應(yīng)的機(jī)床坐標(biāo)(主軸端面中心)為(a+m,b+n,,o+c+L)(與刀長無有關(guān)),,此時(shí)刀具有明確的機(jī)床運(yùn)動坐標(biāo)。
此種情況對刀必須知道刀具長度L,,其長度一般通過機(jī)外對刀儀對刀測量獲得,。
2.數(shù)控銑床對刀應(yīng)用示例
此種情況對刀必須知道刀具長度L,,其長度一般通過機(jī)外對刀儀對刀測量獲得,。
2.數(shù)控銑床對刀應(yīng)用示例
現(xiàn)僅對數(shù)控銑床對刀應(yīng)用操作作一個示例介紹。
(1)對刀操作基本條件,。①尋邊器,,完成水平方向的對刀(見圖4)。②Z軸設(shè)定器,,完成高度方向的對刀(見圖5),。
(2)對刀操作基本步驟。①將尋邊器上,、下部分人為稍偏心,,裝于主軸。②選擇“MDI”操作方式,,輸入“M03 S600”啟動主軸正轉(zhuǎn),。③通過“手輪”(或“手動”)模式使刀具靠近工件。④Y方向?qū)Φ?。⑤X方向?qū)Φ?。⑥Z方向?qū)Φ丁"邫z驗(yàn)對刀的正確性,。
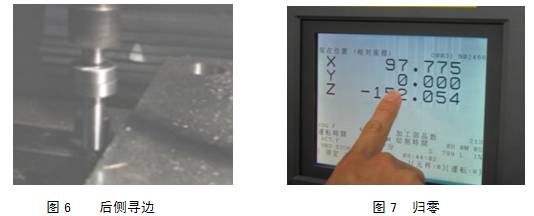
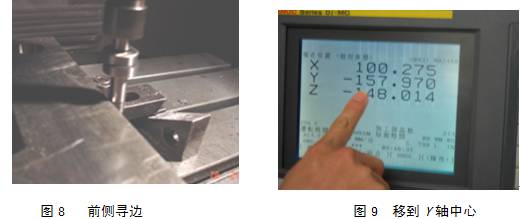
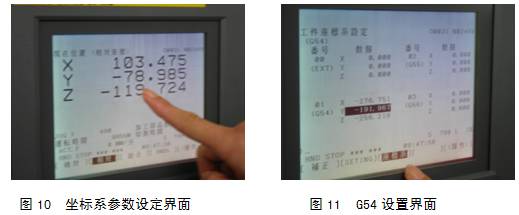
Y方向?qū)Φ叮和ㄟ^調(diào)節(jié)手輪使尋邊器與工件一側(cè)面與刀具接觸,,當(dāng)?shù)毒呓咏ぜr(shí),注意調(diào)整手輪的步距,選擇“×10”檔,,當(dāng)尋邊器上下部分由偏心運(yùn)動轉(zhuǎn)為同軸運(yùn)動時(shí),,其狀態(tài)由抖動變?yōu)榻旗o止?fàn)顟B(tài),如圖6所示,,此時(shí)認(rèn)為已找到該側(cè)面,;按下“POS”鍵、軟鍵“相對”或“綜合”,,輸入Y,,按“歸零”軟鍵,如圖7所示,;操縱主軸使尋邊器向上抬起,,使之離開工件上表面一定距離,通過操作手輪使尋邊器與工件另一側(cè)面接觸,,找正判別方法與上述相同,,如圖8所示;記下CRT上顯示的“現(xiàn)在位置(相對坐標(biāo))”下的Y值,,計(jì)算出Y1=Y/2,;操作手輪,Z軸抬刀,,再沿Y方向移動工作臺至CRT上顯示的“現(xiàn)在位置(相對坐標(biāo))”下的Y值為Y1的位置,,如圖9所示;在G54(注意:必須與加工程序中的選擇工件坐標(biāo)系指令一致)下設(shè)置Y值,;按MDI鍵盤上的“OFFSET SETTING”鍵,,按“坐標(biāo)系”軟鍵,進(jìn)入坐標(biāo)系參數(shù)設(shè)定界面(見圖10,、圖11),,用方位鍵“↓”將光標(biāo)移至G54坐標(biāo)參數(shù)設(shè)定區(qū),將光標(biāo)移至Y的坐標(biāo),,輸入Y0,, 按“測量”軟鍵。
Y方向?qū)Φ叮和ㄟ^調(diào)節(jié)手輪使尋邊器與工件一側(cè)面與刀具接觸,,當(dāng)?shù)毒呓咏ぜr(shí),注意調(diào)整手輪的步距,選擇“×10”檔,,當(dāng)尋邊器上下部分由偏心運(yùn)動轉(zhuǎn)為同軸運(yùn)動時(shí),,其狀態(tài)由抖動變?yōu)榻旗o止?fàn)顟B(tài),如圖6所示,,此時(shí)認(rèn)為已找到該側(cè)面,;按下“POS”鍵、軟鍵“相對”或“綜合”,,輸入Y,,按“歸零”軟鍵,如圖7所示,;操縱主軸使尋邊器向上抬起,,使之離開工件上表面一定距離,通過操作手輪使尋邊器與工件另一側(cè)面接觸,,找正判別方法與上述相同,,如圖8所示;記下CRT上顯示的“現(xiàn)在位置(相對坐標(biāo))”下的Y值,,計(jì)算出Y1=Y/2,;操作手輪,Z軸抬刀,,再沿Y方向移動工作臺至CRT上顯示的“現(xiàn)在位置(相對坐標(biāo))”下的Y值為Y1的位置,,如圖9所示;在G54(注意:必須與加工程序中的選擇工件坐標(biāo)系指令一致)下設(shè)置Y值,;按MDI鍵盤上的“OFFSET SETTING”鍵,,按“坐標(biāo)系”軟鍵,進(jìn)入坐標(biāo)系參數(shù)設(shè)定界面(見圖10,、圖11),,用方位鍵“↓”將光標(biāo)移至G54坐標(biāo)參數(shù)設(shè)定區(qū),將光標(biāo)移至Y的坐標(biāo),,輸入Y0,, 按“測量”軟鍵。
X方向?qū)Φ叮篨方向?qū)Φ兜牟僮鬟^程類似于Y方向的對刀過程,,不再贅述,。
Z方向?qū)Φ叮孩僦鬏S不轉(zhuǎn),將Z軸設(shè)定器置于工件上表面,,如圖12所示,。②操作手輪,使刀具與軸設(shè)定器心軸的上表面剛好接觸,,燈亮(見圖13)即停止刀具Z向運(yùn)動,。③在G54下設(shè)置Z值:按MDI鍵盤上的“OFFSET SETTING”鍵,,按“坐標(biāo)系”軟鍵,進(jìn)入坐標(biāo)系參數(shù)設(shè)定界面,,用方位鍵↓將光標(biāo)移至G54坐標(biāo)參數(shù)設(shè)定區(qū),,將光標(biāo)移至Z的坐標(biāo),輸入(Z0- Z軸設(shè)定器的高度值),,按“測量”軟鍵。
如果沒有Z軸設(shè)定器的情況下,,可以采取試切工件上表面的方法,,即讓刀具轉(zhuǎn)動,在工件上表面輕輕刮起一層切屑為找正標(biāo)準(zhǔn),,再輸入Z0即可),。
檢驗(yàn)對刀的正確性:①X、Y坐標(biāo)檢驗(yàn):操作手輪使刀具在Z方向離開工件上表面一定的距離,;選擇MDI模式,;按下PROG鍵;輸入“G54 G00 X0 Y0 ,;”,;按下“循環(huán)啟動”按鈕,觀察刀具是否到達(dá)(X0,,Y0),,到達(dá)設(shè)定位置,說明對刀正確,,否則錯誤,。②Z坐標(biāo)檢驗(yàn):操作手輪使工件遠(yuǎn)離機(jī)床主軸軸線。選擇MDI模式,;按下PROG鍵,;輸入“G54 G01 Z0 F300 ;”,;按下“循環(huán)啟動”按鈕,,注意觀察刀具下降的過程,如果刀位點(diǎn)到達(dá)設(shè)定的Z0位置后停下來,,說明對刀正確,,如果刀具端面超過工作上表面而未停止,立即按下“急?!卑粹o,。
3.結(jié)語
3.結(jié)語
通過以上內(nèi)容的探討,使操作者對數(shù)控機(jī)床對刀操作有一個深刻的認(rèn)識,,使操作者在設(shè)置刀補(bǔ)和靈活處理尺寸公差時(shí)有據(jù)可依,,從而避免了尺寸超差,保障了公司產(chǎn)品質(zhì)量。
(本文刊登于《金屬加工(冷加工)》雜志2015年第23期,,作者單位:廣東理工職業(yè)學(xué)院,,中山金屬制品有限公司 )
(本文刊登于《金屬加工(冷加工)》雜志2015年第23期,,作者單位:廣東理工職業(yè)學(xué)院,,中山金屬制品有限公司 )






