



















































































































































企業(yè)動態(tài)2024-12-27
以VMC1000加工中心為例,,詳細(xì)說明了回轉(zhuǎn)式刀庫的換刀原理和結(jié)構(gòu)特點;針對換刀故障現(xiàn)象,,從原理上進(jìn)行了充分分析,,通過分析動作時序邏輯關(guān)系,利用有效的檢測方法,,排除了故障,,為后續(xù)相關(guān)設(shè)備維修積累了豐富的經(jīng)驗。
隨著制造業(yè)突飛猛進(jìn)的發(fā)展,,智能制造已將數(shù)控設(shè)備有機(jī)結(jié)合在一起,,加工中心以刀具的交換方式來實現(xiàn)整個高效的加工生產(chǎn),再與其他數(shù)控設(shè)備組建柔性加工系統(tǒng),,這就對加工中心換刀有了很高的要求,,換刀可靠性、快速性直接影響著機(jī)床的生產(chǎn)率和工作可靠性,。
從故障率來看,,加工中心在進(jìn)行換刀的過程中發(fā)生故障是最多的,本文以VMC1000加工中心為例,,詳細(xì)說明了換刀動作原理和分析思路,。該機(jī)床換刀機(jī)構(gòu)是凸輪式的,機(jī)床使用過程中出現(xiàn)了系列換刀故障,,原因是機(jī)床換刀過程中換刀夾持機(jī)構(gòu)松動,,換刀機(jī)械手電機(jī)剎車故障,導(dǎo)致?lián)Q刀檢測位置發(fā)生變化,,從而引起主軸及刀套的松,、緊刀故障,。下面簡述故障查找過程并分析其原因。
1 故障現(xiàn)象
換刀時機(jī)械手卡住不能換刀,,換刀機(jī)械手位置偏移,,換刀掉刀。
換刀時機(jī)械手卡住不能換刀,,換刀機(jī)械手位置偏移,,換刀掉刀。
2 故障分析及處理
2.1 換刀原理
該加工中心是回轉(zhuǎn)式刀庫,,換刀機(jī)構(gòu)是凸輪式的,,其換刀過程為:
(1)編寫M06 T01啟動換刀選刀循環(huán)。
(2)主軸將在定向的主軸停止點上停住,,冷卻液停止,,同時Z軸移動到換刀位置(第二參考點)。
(3)選刀,,根據(jù)T指令NC將其編譯至PLC后,,開始選刀,刀庫電機(jī)旋轉(zhuǎn),,將目標(biāo)刀號旋轉(zhuǎn)至刀庫換刀點,,注意此時T指令為刀庫刀套位置。
(4)換刀電機(jī)帶動凸輪機(jī)構(gòu)機(jī)械手機(jī)構(gòu)從停放位置旋轉(zhuǎn)90°,,以抓住有效刀套中的刀具和主軸中的刀具,。與此同時,檢測凸輪機(jī)構(gòu)的接近開關(guān)狀態(tài)變化,,PMC輸出發(fā)出松刀指令,,刀庫刀套松刀和主軸松刀電磁閥得電,凸輪繼續(xù)旋轉(zhuǎn),,帶動機(jī)械手向下,,將刀柄推下,準(zhǔn)備交換,。如圖1所示,。
(5)機(jī)械手旋轉(zhuǎn)180°交換刀具,凸輪繼續(xù)向上,,將刀具安裝到主軸中,,將原主軸上刀具安裝到刀庫換刀位置刀套中。同時,,檢測開關(guān)給PMC發(fā)出緊刀指令,,電磁閥失電,軸刀柄夾緊蝶形彈簧回縮主軸刀具夾緊,。
(6)換到機(jī)械手繼續(xù)旋轉(zhuǎn)90°,,停止完成一套換刀動作。
2.1 換刀原理
該加工中心是回轉(zhuǎn)式刀庫,,換刀機(jī)構(gòu)是凸輪式的,,其換刀過程為:
(1)編寫M06 T01啟動換刀選刀循環(huán)。
(2)主軸將在定向的主軸停止點上停住,,冷卻液停止,,同時Z軸移動到換刀位置(第二參考點)。
(3)選刀,,根據(jù)T指令NC將其編譯至PLC后,,開始選刀,刀庫電機(jī)旋轉(zhuǎn),,將目標(biāo)刀號旋轉(zhuǎn)至刀庫換刀點,,注意此時T指令為刀庫刀套位置。
(4)換刀電機(jī)帶動凸輪機(jī)構(gòu)機(jī)械手機(jī)構(gòu)從停放位置旋轉(zhuǎn)90°,,以抓住有效刀套中的刀具和主軸中的刀具,。與此同時,檢測凸輪機(jī)構(gòu)的接近開關(guān)狀態(tài)變化,,PMC輸出發(fā)出松刀指令,,刀庫刀套松刀和主軸松刀電磁閥得電,凸輪繼續(xù)旋轉(zhuǎn),,帶動機(jī)械手向下,,將刀柄推下,準(zhǔn)備交換,。如圖1所示,。
(5)機(jī)械手旋轉(zhuǎn)180°交換刀具,凸輪繼續(xù)向上,,將刀具安裝到主軸中,,將原主軸上刀具安裝到刀庫換刀位置刀套中。同時,,檢測開關(guān)給PMC發(fā)出緊刀指令,,電磁閥失電,軸刀柄夾緊蝶形彈簧回縮主軸刀具夾緊,。
(6)換到機(jī)械手繼續(xù)旋轉(zhuǎn)90°,,停止完成一套換刀動作。
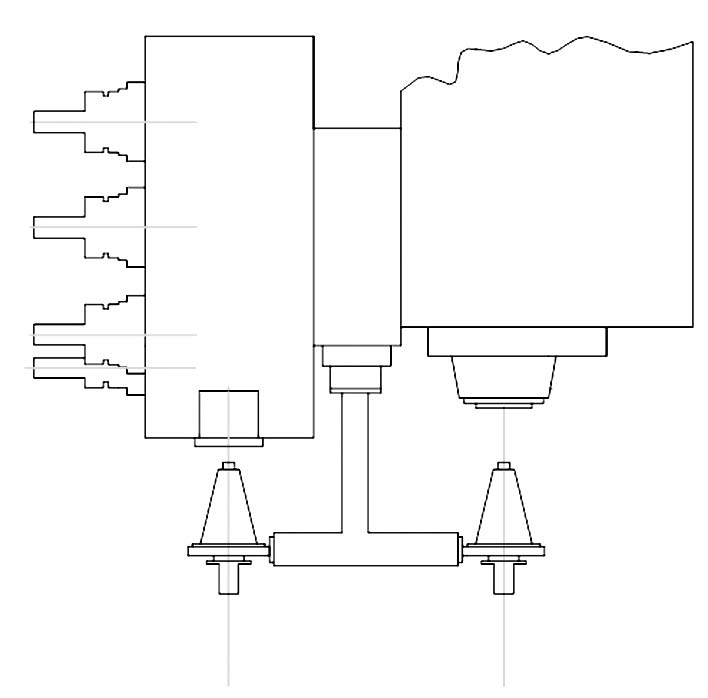
圖1 換刀機(jī)構(gòu)圖
2.2 故障分析
換刀至2.1第四步驟,,換刀機(jī)械手卡住,,主軸一直松刀吹氣,但刀具不能被拔下,,斷電手動盤動換刀電機(jī),,完成一次換刀動作后,手動裝卸刀,,動作正常,,初步排除主軸松緊刀方面問題。再次執(zhí)行換刀過程,,機(jī)械手卡住,,刀庫處機(jī)械手爪掉刀,發(fā)現(xiàn)換刀后,,機(jī)械手裝刀至主軸上,,位置偏移,如圖2所示,。
換刀至2.1第四步驟,,換刀機(jī)械手卡住,,主軸一直松刀吹氣,但刀具不能被拔下,,斷電手動盤動換刀電機(jī),,完成一次換刀動作后,手動裝卸刀,,動作正常,,初步排除主軸松緊刀方面問題。再次執(zhí)行換刀過程,,機(jī)械手卡住,,刀庫處機(jī)械手爪掉刀,發(fā)現(xiàn)換刀后,,機(jī)械手裝刀至主軸上,,位置偏移,如圖2所示,。
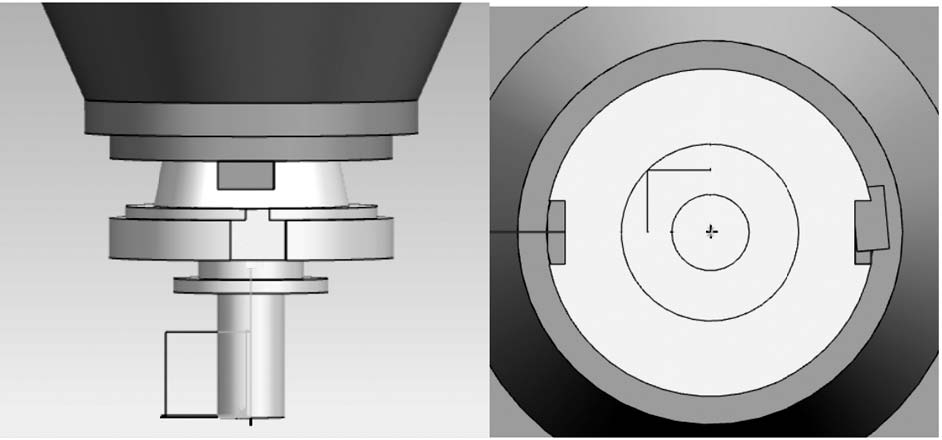
圖2 主軸夾裝位置偏移圖
將刀具取下后空換刀,,發(fā)現(xiàn)動作正常,導(dǎo)致這種情況的原因,,可能是機(jī)械手與主軸位置發(fā)生偏移,,或者機(jī)械手軸線相對于主軸軸線精度發(fā)生偏差,主軸定位不準(zhǔn)也會導(dǎo)致?lián)Q刀位置偏移,。單步執(zhí)行換刀動作,,檢查主軸定位準(zhǔn)確,排除了定位不準(zhǔn)引起該故障,。經(jīng)打表檢查,,機(jī)械
手、刀套,、主軸的軸向位置及回轉(zhuǎn)中心距離一致,,因此機(jī)械手機(jī)械卡阻的故障也被排除。
手、刀套,、主軸的軸向位置及回轉(zhuǎn)中心距離一致,,因此機(jī)械手機(jī)械卡阻的故障也被排除。
此機(jī)床近期主要加工不銹鋼等材料工件,,切削量大,,負(fù)載重,長時間運行在重切下,,檢查機(jī)械手發(fā)現(xiàn)機(jī)械手沒有松動,,檢查機(jī)械手爪伸縮動作靈活,但是發(fā)現(xiàn)機(jī)械手上一個調(diào)整塊磨損,,拆卸下來觀察此調(diào)整塊主要用來夾持刀柄,,重新修補(bǔ)加工后,再次嘗試,,主軸位置處偏移消失,。引起該故障的主要原因是機(jī)械手沖擊大,,頻繁換刀,導(dǎo)致夾持卡爪松動磨損,,如圖3所示,。
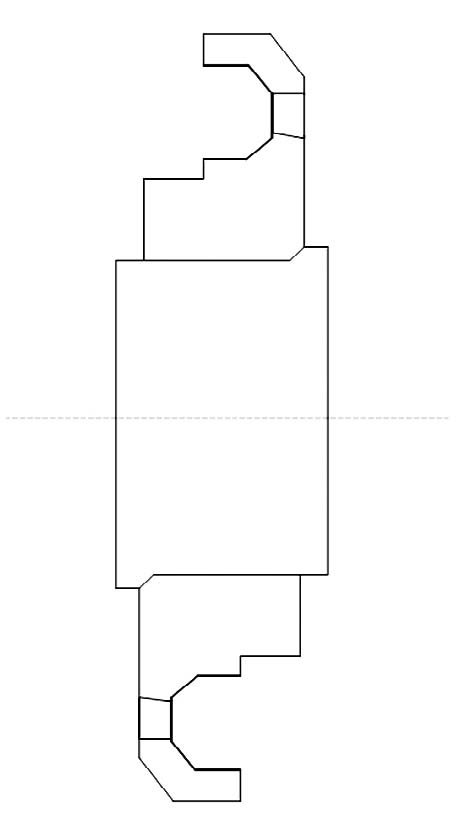
圖3 機(jī)械手結(jié)構(gòu)圖






