



















































































































































企業(yè)動態(tài)2024-12-27
摘 要:對某款iPhone手機(jī)殼的結(jié)構(gòu)進(jìn)行了分析,,介紹了iPhone手機(jī)殼五軸加工編程的具體步驟及夾具的設(shè)計(jì)方法,,解決了iPhone手機(jī)殼背面加工工藝難點(diǎn),。實(shí)踐結(jié)果表明,整個(gè)加工過程清晰,、刀具和切削參數(shù)選用合理,,加工效果滿足使用要求。
0 引言
自iPhone5手機(jī)采用鎂鋁合金制造金屬外殼以來,,國內(nèi)品牌形成大規(guī)模采用金屬機(jī)殼之勢,,從而使多軸數(shù)控加工技術(shù)得到了空前的發(fā)展[1]。多軸數(shù)控加工使工件在一次裝夾后,,可以對多個(gè)加工面進(jìn)行銑,、鏜、鉆等多工序加工,,有效地避免了由于多次安裝造成的定位誤差,,能縮短生產(chǎn)周期、提高加工精度[2],。本文旨在介紹iPhone手機(jī)殼的加工工藝及加工方法,,希望能為企業(yè)生產(chǎn)提供相應(yīng)借鑒。
自iPhone5手機(jī)采用鎂鋁合金制造金屬外殼以來,,國內(nèi)品牌形成大規(guī)模采用金屬機(jī)殼之勢,,從而使多軸數(shù)控加工技術(shù)得到了空前的發(fā)展[1]。多軸數(shù)控加工使工件在一次裝夾后,,可以對多個(gè)加工面進(jìn)行銑,、鏜、鉆等多工序加工,,有效地避免了由于多次安裝造成的定位誤差,,能縮短生產(chǎn)周期、提高加工精度[2],。本文旨在介紹iPhone手機(jī)殼的加工工藝及加工方法,,希望能為企業(yè)生產(chǎn)提供相應(yīng)借鑒。
1 結(jié)構(gòu)分析及加工工藝制定
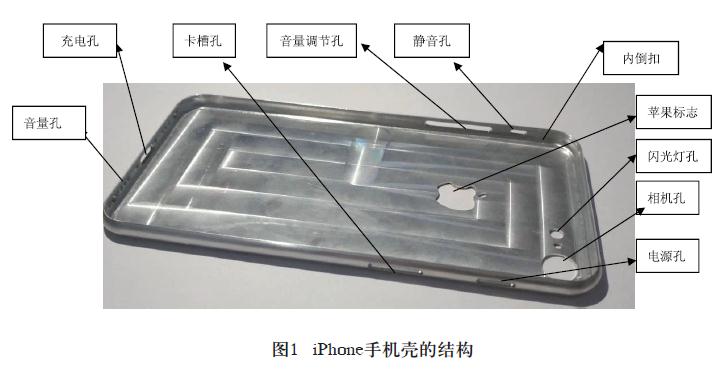
iPhone手機(jī)殼結(jié)構(gòu)如圖1所示,,主要包括:音量調(diào)節(jié)孔,、靜音孔、蘋果標(biāo)志,、閃光燈孔,、機(jī)孔、電源孔,、卡槽孔,、充電孔和音量孔等結(jié)構(gòu),表面光潔度較高,。根據(jù)iPhone手機(jī)殼可知,,其六個(gè)面都需要進(jìn)行加工,若采用傳統(tǒng)的三軸進(jìn)行加工則需要多次裝夾,,很難保證加工精度,,因此,采用多軸加工,,只需要兩次裝夾即可完成加工,。根據(jù)零件的尺寸,,確定毛坯尺寸為150×80×32,。為解決背面的加工效果,在正面加工完畢之后,,需要制作夾具,,以滿足背面的加工要求,。根據(jù)本款手機(jī)殼的尺寸,確定夾具毛坯尺寸為140×65×25,。
iPhone手機(jī)殼結(jié)構(gòu)如圖1所示,,主要包括:音量調(diào)節(jié)孔,、靜音孔、蘋果標(biāo)志,、閃光燈孔,、機(jī)孔、電源孔,、卡槽孔,、充電孔和音量孔等結(jié)構(gòu),表面光潔度較高,。根據(jù)iPhone手機(jī)殼可知,,其六個(gè)面都需要進(jìn)行加工,若采用傳統(tǒng)的三軸進(jìn)行加工則需要多次裝夾,,很難保證加工精度,,因此,采用多軸加工,,只需要兩次裝夾即可完成加工,。根據(jù)零件的尺寸,,確定毛坯尺寸為150×80×32,。為解決背面的加工效果,在正面加工完畢之后,,需要制作夾具,,以滿足背面的加工要求,。根據(jù)本款手機(jī)殼的尺寸,確定夾具毛坯尺寸為140×65×25,。
根據(jù)iPhone手機(jī)殼的結(jié)構(gòu)特點(diǎn),,制訂加工工藝,將加工工藝分為正面加工,、夾具加工和背面加工和手切裝夾點(diǎn),。正面加工,其工序?yàn)椋赫w銑外形-精加工外形-粗銑蘋果標(biāo)志,、相機(jī)孔和精加工相機(jī)孔-粗精加工工件裝夾孔-精加工蘋果標(biāo)志和粗精加工閃光燈孔-精加工蘋果標(biāo)志小桿-半精加工外殼圓弧-精加工外殼圓弧-精銑充電孔音量調(diào)節(jié)孔靜音孔電源孔卡槽孔-音量孔打點(diǎn)-音量孔鉆孔-半精加工內(nèi)倒扣-精加工內(nèi)倒扣及手機(jī)外殼上邊框倒角,;夾具工序?yàn)椋壕庸っ?粗銑輪廓-精銑輪廓(與iPhone外形配合)-粗加工裝夾孔-精加工裝夾孔(與工件裝夾孔
配合);背面加工工序?yàn)椋罕趁骈_粗-背面精加工-背面刻字-背面刻紋,。
配合);背面加工工序?yàn)椋罕趁骈_粗-背面精加工-背面刻字-背面刻紋,。
2 加工設(shè)備選取幾工藝參數(shù)制定
2.1 加工設(shè)備的選取
根據(jù)加工要求及實(shí)訓(xùn)室現(xiàn)有的條件,,選用了WG-125工業(yè)五軸五聯(lián)動加工中心,主軸最高轉(zhuǎn)速為12000轉(zhuǎn)/min,,轉(zhuǎn)臺尺寸為φ125,,機(jī)床加工精度穩(wěn)定,能夠滿足iPhone手機(jī)殼的加工需要,。
2.1 加工設(shè)備的選取
根據(jù)加工要求及實(shí)訓(xùn)室現(xiàn)有的條件,,選用了WG-125工業(yè)五軸五聯(lián)動加工中心,主軸最高轉(zhuǎn)速為12000轉(zhuǎn)/min,,轉(zhuǎn)臺尺寸為φ125,,機(jī)床加工精度穩(wěn)定,能夠滿足iPhone手機(jī)殼的加工需要,。
2.2 加工工工藝參數(shù)制定
由于iPhone手機(jī)殼的材料為鎂鋁合金材料,,并根據(jù)模型各加工區(qū)域的結(jié)構(gòu)特點(diǎn),對其進(jìn)行加工工藝分析,,確定各加工工序使用的刀具及主要切削參數(shù)如表1~表3所示,。
由于iPhone手機(jī)殼的材料為鎂鋁合金材料,,并根據(jù)模型各加工區(qū)域的結(jié)構(gòu)特點(diǎn),對其進(jìn)行加工工藝分析,,確定各加工工序使用的刀具及主要切削參數(shù)如表1~表3所示,。
表1 正面加工刀具及切削參數(shù)表
| 序號 | 工序 | 刀具 | 主軸轉(zhuǎn)速 | 切削進(jìn)給率 | 余量 | 備注 |
| 1 | 整體銑外形 | D10 | 4000 | 3000 | 0.3 0.2 | 外形 內(nèi)壁 |
| 2 | 精加工外形 | D10 | 6500 | 1000 | 0 | |
| 3 | 粗銑蘋果標(biāo)志、相機(jī)孔和精加工相機(jī)孔 | D6 | 5000/7500 | 2000/1000 | 0.1/0 | 上粗 下精 |
| 4 | 粗精加工工件裝夾孔 | D3 | 6000/7500 | 1500/800 | 0.1/0 | 上粗 下精 |
| 5 | 精加工蘋果標(biāo)志和粗精加工閃光燈孔 | D1.5 | 6000/7500 | 1500/800 | 0.1/0 | 上粗 下精 |
| 6 | 精加工蘋果標(biāo)志小桿 | D1 | 7500 | 800 | 0 | |
| 7 | 半精加工外殼圓弧 | R3 | 6000 | 2500 | 0.1 | |
| 8 | 精加工外殼圓弧 | R3 | 7500 | 800 | 0 | |
| 9 | 精銑充電孔音量調(diào)節(jié)孔 靜音孔電源孔卡槽孔 | D1.5 | 7000 | 1500 | 0 | |
| 10 | 音量孔打點(diǎn) | ZXZ0.5 | 6000 | 100 | -0.8 | 用尖刀 |
| 11 | 音量孔鉆孔 | ZT1.5 | 1500 | 100 | -5 | |
| 12 | 半精加工內(nèi)倒扣 | R1 | 5000 | 2000 | 0.08 | |
| 13 | 精加工內(nèi)倒扣 | R1 | 7500 | 1000 | 0 | |
| 14 | 手機(jī)外殼上邊框倒角 | JD6 | 6000 | 800 | -0.2 | |
表2 夾具加工刀具及切削參數(shù)表
| 序號 | 工序 | 刀具 | 主軸轉(zhuǎn)速 | 切削進(jìn)給率 | 余量 | 備注 |
| 1 | 粗銑輪廓 | D10 | 5000 | 2500 | 0.1 | |
| 2 | 精加工面 | D10 | 6500 | 1000 | 0 | |
| 3 | 精銑輪廓 | D10 | 6500 | 1000 | 配合 | (與iPhone外形配合) |
| 4 | 粗加工裝夾孔 | D6 | 6000 | 2000 | 0.1 | |
| 5 | 精加工裝夾孔 | D6 | 7500 | 800 | 0 | (與工件裝夾孔配合) |
| 6 | 夾具孔打點(diǎn) | ZXZ3.3 | 1500 | 200 | -1 | |
| 7 | 夾具孔打孔 | ZT6.2 | 1000 | 100 | -15 | |
表3 背面加工刀具及切削參數(shù)表
| 序號 | 工序 | 刀具 | 主軸轉(zhuǎn)速 | 切削進(jìn)給率 | 余量 | 備注 |
| 1 | 背面開粗 | D10 | 5000 | 3000 | 0.2 | |
| 2 | 背面精加工 | D10 | 6500 | 1000 | 0 | |
| 5 | 背面刻字 | R1 | 7500 | 800 | -0.08 | |
| 4 | 背面刻紋 | R1 | 7500 | 800 | -0.08 | |
3 數(shù)控加工刀路制定與后置處理
本文數(shù)控加工工藝的刀路制定是基于NX10.0軟件,,該軟件在實(shí)踐加工中應(yīng)用非常廣泛,。本文的多軸加工編程刀路采用了其中比較常用的基本加工策略和多軸加工策略[3,4]。
本文數(shù)控加工工藝的刀路制定是基于NX10.0軟件,,該軟件在實(shí)踐加工中應(yīng)用非常廣泛,。本文的多軸加工編程刀路采用了其中比較常用的基本加工策略和多軸加工策略[3,4]。
3.1 數(shù)控加工工藝的制定
3.1.1 iPhone手機(jī)殼正面加工
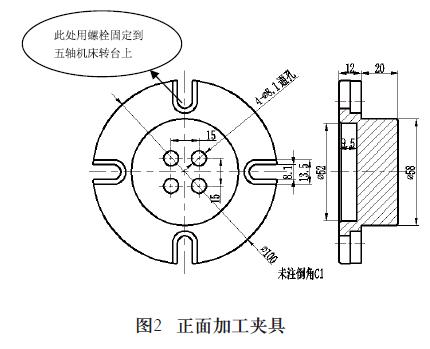
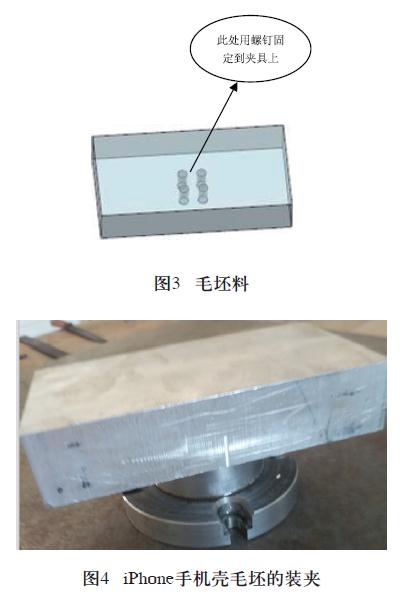
由于所用機(jī)床的工作臺尺寸比較小,,為了便于裝夾,,制作如圖2所示的夾具(此夾具為隨機(jī)床贈送)。裝夾時(shí),,首先將毛坯料加工成如圖3所示的形狀,,并且在毛坯端面上加工4個(gè)螺紋孔,用螺釘固定到夾具體上,,現(xiàn)場裝夾效果如圖4所示,。
3.1.1 iPhone手機(jī)殼正面加工
由于所用機(jī)床的工作臺尺寸比較小,,為了便于裝夾,,制作如圖2所示的夾具(此夾具為隨機(jī)床贈送)。裝夾時(shí),,首先將毛坯料加工成如圖3所示的形狀,,并且在毛坯端面上加工4個(gè)螺紋孔,用螺釘固定到夾具體上,,現(xiàn)場裝夾效果如圖4所示,。
正面的具體加工步驟如下:
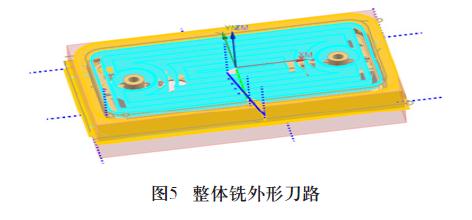
1)整體銑外形,采用“平面銑,,型腔銑”去除余料,,留余量進(jìn)行后續(xù)半精加工,外形留余量為0.3,后續(xù)用R3球刀進(jìn)行半精加工與精加工,,內(nèi)壁留留余量0.2,,進(jìn)行精加工,生成的刀路如圖5所示,。
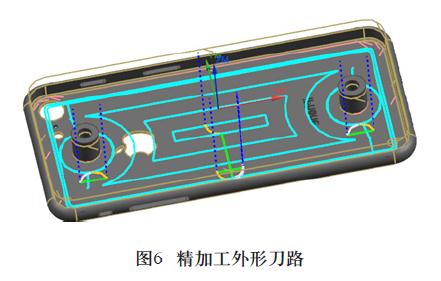
2)精加工外形,,采用“面銑和平面銑”進(jìn)行精加工,生成的刀路如圖6所示,。
1)整體銑外形,采用“平面銑,,型腔銑”去除余料,,留余量進(jìn)行后續(xù)半精加工,外形留余量為0.3,后續(xù)用R3球刀進(jìn)行半精加工與精加工,,內(nèi)壁留留余量0.2,,進(jìn)行精加工,生成的刀路如圖5所示,。
2)精加工外形,,采用“面銑和平面銑”進(jìn)行精加工,生成的刀路如圖6所示,。
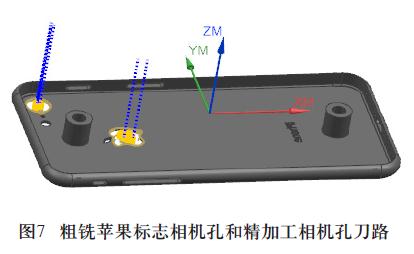
3)粗銑蘋果標(biāo)志,、相機(jī)孔和精加工相機(jī)孔,采用“平面銑”,,留0.1余量進(jìn)行后續(xù)精加工,,生成的刀路如圖7所示。
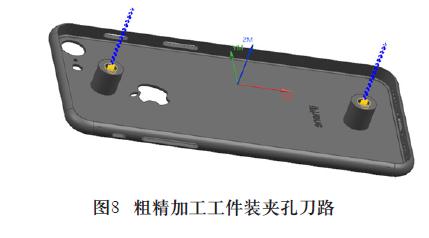
4)粗精加工工件裝夾孔,,采用“平面銑”進(jìn)行加工,,粗加工留0.1余量后進(jìn)行精加工,生成的刀路如圖8所示,。
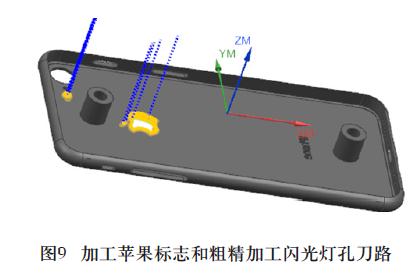
5)精加工蘋果標(biāo)志和粗精加工閃光燈孔,,采用“平面銑”進(jìn)行加工,生成的刀路如圖9所示,。
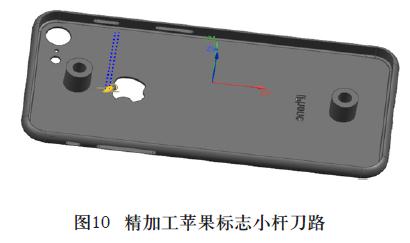
6)精加工蘋果標(biāo)志小桿,,采用“平面銑”進(jìn)行加工,生成的刀路如圖10所示,。
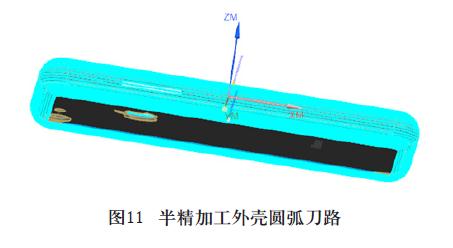
7)半精加工外殼圓弧,,采用“可變輪廓銑”進(jìn)行加工,留0.1余量進(jìn)行后續(xù)精加工,,生成的刀路如圖11所示,。
8)精加工外殼圓弧,采用“可變輪廓銑”進(jìn)行加工,,生成的刀路如圖12所示,。

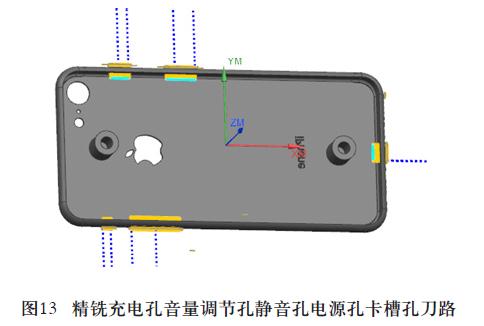
9)精銑充電孔音量調(diào)節(jié)孔靜音孔電源孔卡槽孔,采用“平面銑”進(jìn)行加工,,生成的刀路如圖13所示,。
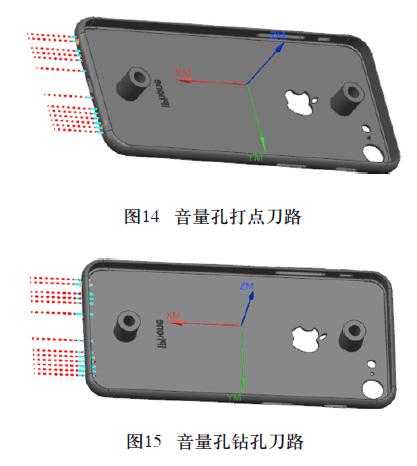
10)音量孔打點(diǎn),采用“鉆孔”進(jìn)行加工,,生成的刀路如圖14所示,。
11)音量孔鉆孔,采用“鉆孔”進(jìn)行加工,,生成的刀路如圖15所示,。
11)音量孔鉆孔,采用“鉆孔”進(jìn)行加工,,生成的刀路如圖15所示,。
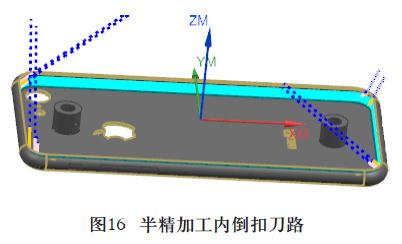
12)半精加工內(nèi)倒扣,采用“固定輪廓銑”進(jìn)行加工,留0.08余量進(jìn)行后續(xù)精加工,,生成的刀路如圖16所示,。
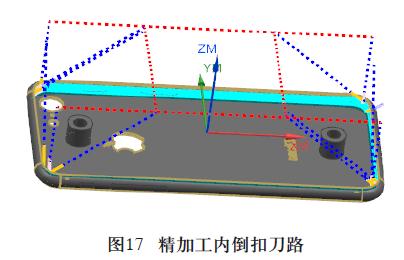
13)精加工內(nèi)倒扣,,采用“固定輪廓銑”進(jìn)行加工,,生成的刀路如圖17所示。
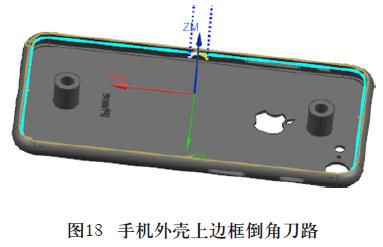
14)手機(jī)外殼上邊框倒角,,采用“平面銑”進(jìn)行加工,,生成的刀路如圖18所示。
3.1.2 iPhone手機(jī)殼夾具加工
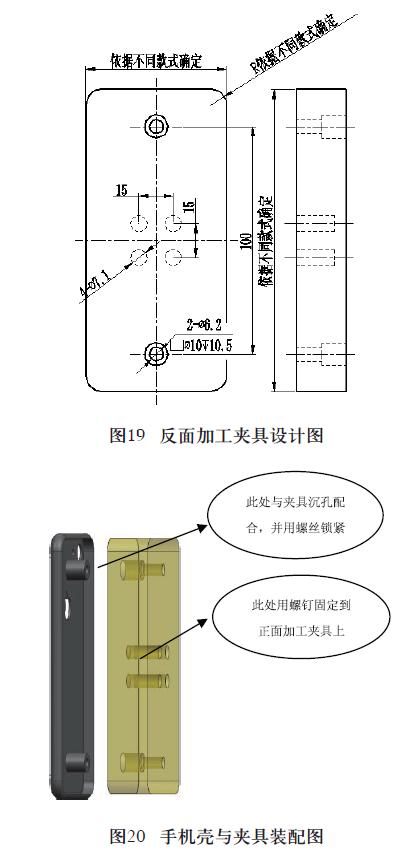
由于手機(jī)殼屬于薄壁零件,,正面加工完成后,,反面難于裝夾,所以需要進(jìn)行夾具設(shè)計(jì),,根據(jù)iPhone手機(jī)殼的正面結(jié)構(gòu)及尺寸,,設(shè)計(jì)夾具如圖19所示。此夾具加工完成后,,可將iPhone手機(jī)殼正面直接安裝在夾具上(如圖20所示),,用螺釘鎖緊后,不需進(jìn)行二次分中,,可直
接對手機(jī)殼背面進(jìn)行加工,,裝夾效果如圖21所示。
由于手機(jī)殼屬于薄壁零件,,正面加工完成后,,反面難于裝夾,所以需要進(jìn)行夾具設(shè)計(jì),,根據(jù)iPhone手機(jī)殼的正面結(jié)構(gòu)及尺寸,,設(shè)計(jì)夾具如圖19所示。此夾具加工完成后,,可將iPhone手機(jī)殼正面直接安裝在夾具上(如圖20所示),,用螺釘鎖緊后,不需進(jìn)行二次分中,,可直
接對手機(jī)殼背面進(jìn)行加工,,裝夾效果如圖21所示。

反面夾具的具體加工步驟如下
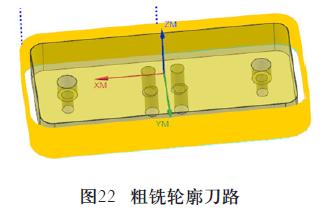
1)粗銑輪廓,,采用“平面銑”進(jìn)行加工,,留0.1余量進(jìn)行后續(xù)精加工,生成的刀路如圖22所示,。
1)粗銑輪廓,,采用“平面銑”進(jìn)行加工,,留0.1余量進(jìn)行后續(xù)精加工,生成的刀路如圖22所示,。
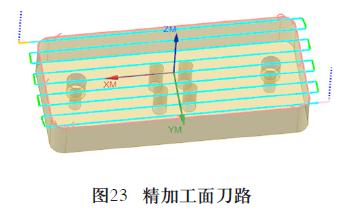
2)精加工面,,采用“面銑”進(jìn)行加工,生成的刀路如圖23所示,。
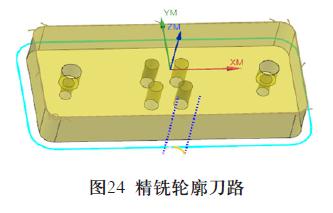
3)精銑輪廓,,采用“平面銑”進(jìn)行加工,生成的刀路如圖24所示,。
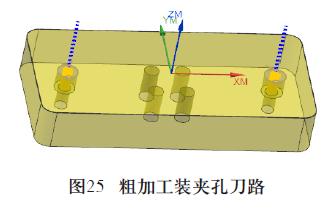
4)粗加工裝夾孔,,采用“平面銑”進(jìn)行加工,留0.1余量進(jìn)行后續(xù)精加工,,生成的刀路如圖25所示,。
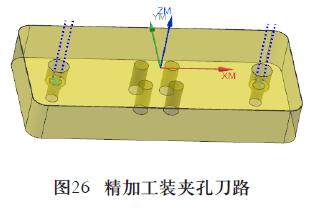
5)精加工裝夾孔,采用“平面銑”進(jìn)行加工,,生成的刀路如圖26所示,。
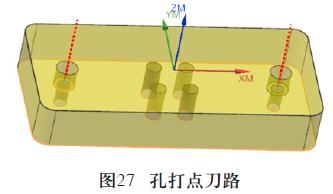
6)孔打點(diǎn),采用“鉆孔”進(jìn)行加工,生成的刀路如圖27所示,。
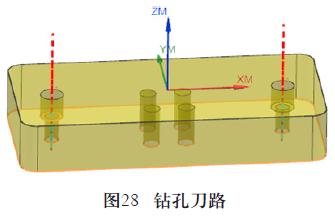
7)夾具孔打孔,,采用“鉆孔”進(jìn)行加工,生成的刀路如圖28所示,。
3.1.3 iPhone手機(jī)殼背面加工
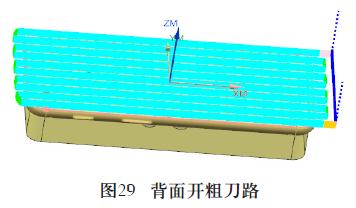
1)背面開粗,,采用“面銑”進(jìn)行加工,留0.2余量進(jìn)行后續(xù)精加工,,生成的刀路如圖29所示,。
1)背面開粗,,采用“面銑”進(jìn)行加工,留0.2余量進(jìn)行后續(xù)精加工,,生成的刀路如圖29所示,。
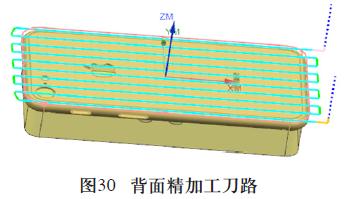
2)背面精加工,采用“面銑”進(jìn)行加工,,生成的刀路如圖30所示,。
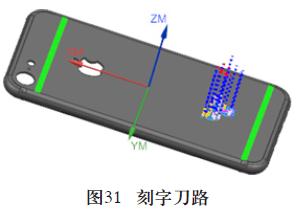
3)背面刻字,采用“固定輪廓銑”進(jìn)行加工,,生成的刀路如圖31所示,。
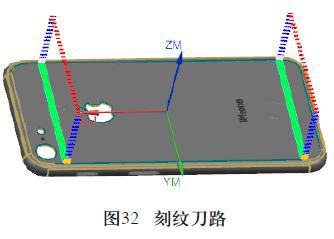
4)背面刻紋,采用“固定輪廓銑”進(jìn)行加工,,生成的刀路如圖32所示,。
3.2 后置處理
為了保證加工的安全,編程后還需進(jìn)行仿真加工和后置處理[5],。由于選用的五軸數(shù)控機(jī)床(錸鈉克系統(tǒng))編程相比三軸數(shù)控機(jī)床多了一個(gè)B軸和一個(gè)C軸,,所以本文所有程序的后處理采用錸鈉BC軸進(jìn)行處理。為保證加工安全,,采用VERICUT 8.0對所有程序進(jìn)行了仿真處理,。經(jīng)過仿真軟件仿真后,本文制定的加工工藝和刀路切實(shí)可行,,可以進(jìn)行實(shí)際加工,。
為了保證加工的安全,編程后還需進(jìn)行仿真加工和后置處理[5],。由于選用的五軸數(shù)控機(jī)床(錸鈉克系統(tǒng))編程相比三軸數(shù)控機(jī)床多了一個(gè)B軸和一個(gè)C軸,,所以本文所有程序的后處理采用錸鈉BC軸進(jìn)行處理。為保證加工安全,,采用VERICUT 8.0對所有程序進(jìn)行了仿真處理,。經(jīng)過仿真軟件仿真后,本文制定的加工工藝和刀路切實(shí)可行,,可以進(jìn)行實(shí)際加工,。
4 加工效果
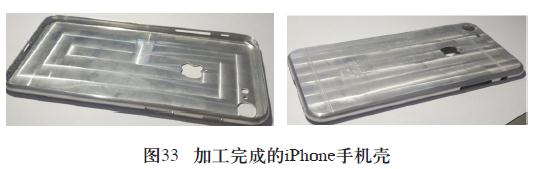
按上述工藝參數(shù)設(shè)置,經(jīng)試切,、干涉檢查確認(rèn)無誤后進(jìn)入實(shí)體的加工階段,,加工完成的iPhone手機(jī)殼如圖33所示,其精度都達(dá)到了使用要求,。
按上述工藝參數(shù)設(shè)置,經(jīng)試切,、干涉檢查確認(rèn)無誤后進(jìn)入實(shí)體的加工階段,,加工完成的iPhone手機(jī)殼如圖33所示,其精度都達(dá)到了使用要求,。
5 結(jié)束語
通過對iPhone手機(jī)殼的結(jié)構(gòu)進(jìn)行分析,,對其數(shù)控編程和加工工藝進(jìn)行了規(guī)劃,確定了裝夾方案及加工刀具和加工參數(shù)并制定了具體的加工刀路,。順利完成了iPhone手機(jī)殼的加工任務(wù),,取得了良好的加工效果。
通過對iPhone手機(jī)殼的結(jié)構(gòu)進(jìn)行分析,,對其數(shù)控編程和加工工藝進(jìn)行了規(guī)劃,確定了裝夾方案及加工刀具和加工參數(shù)并制定了具體的加工刀路,。順利完成了iPhone手機(jī)殼的加工任務(wù),,取得了良好的加工效果。
參考文獻(xiàn):
[1] 張倫玠,黃柳紅,王寅飛.3C產(chǎn)業(yè)產(chǎn)品數(shù)控加工調(diào)研報(bào)告[J].制造技術(shù)與機(jī)床,2016(09),29-33.
[2] 張喜江.多軸數(shù)控加工中心編程與加工技術(shù)[M].北京:化學(xué)工業(yè)出版社,2014.
[3] 寇文化.數(shù)控銑多軸加工工藝與編程[M].北京:化學(xué)工業(yè)出版社,2015.
[4] 高長銀.UG NX 8.5多軸數(shù)控加工典型實(shí)例詳解[M].第2版.北京:機(jī)械工業(yè)出版社,2014.
[5] 呂輝.多軸加工編程實(shí)例教程[M].西安:西北工業(yè)大學(xué)出版社,2016.
[1] 張倫玠,黃柳紅,王寅飛.3C產(chǎn)業(yè)產(chǎn)品數(shù)控加工調(diào)研報(bào)告[J].制造技術(shù)與機(jī)床,2016(09),29-33.
[2] 張喜江.多軸數(shù)控加工中心編程與加工技術(shù)[M].北京:化學(xué)工業(yè)出版社,2014.
[3] 寇文化.數(shù)控銑多軸加工工藝與編程[M].北京:化學(xué)工業(yè)出版社,2015.
[4] 高長銀.UG NX 8.5多軸數(shù)控加工典型實(shí)例詳解[M].第2版.北京:機(jī)械工業(yè)出版社,2014.
[5] 呂輝.多軸加工編程實(shí)例教程[M].西安:西北工業(yè)大學(xué)出版社,2016.
作者簡介:劉俊英(1978 -),,女,,遼寧人,,副教授,碩士,,主要研究方向?yàn)闄C(jī)電產(chǎn)品設(shè)計(jì)與制造,。






