企業(yè)動態(tài)2024-12-27
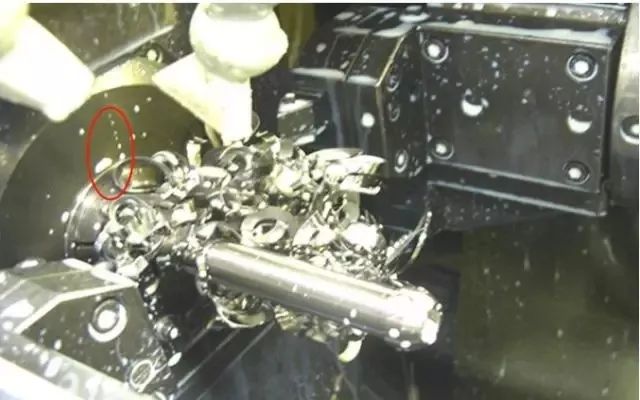
切屑纏繞、工件不能裝卸

加工結束時,、必須去除切屑

切屑纏繞、排出口堵塞

切屑纏繞,、工具壽命短
這些切屑麻煩,是不是深有體會,?如果你都中過招,,說明你對加工的工件還很不熟悉,如果任由這種現(xiàn)象繼續(xù)發(fā)生,,那別人加工了100件,,你也許才加工了90件!再兢兢業(yè)業(yè)用錯方法也是白費力氣,。
切屑都有哪些形態(tài)

切屑可以告訴你的信息:

溫度(℃) | 切屑的顏色 | 溫度(℃) | 切屑的顏色 | |
200 | 淡黃色 | 300 | 青色 | |
229 | 黃褐色 | 320 | 淡青色 | |
240 | 褐色 | 350 | 青灰色 |
切屑的原則和方向
方針 | 方法 | 注意點 |
將切屑變厚 | 提高進給 | 粗糙度惡化 |
刀尖半徑變小 | 粗糙度惡化,,易磨損 | |
加大主偏角 | 刀尖強度降低 | |
卷曲半徑變小 | 使用符合條件的斷屑槽 | 切削阻力變高,容易發(fā)生振刀 |
斷屑方法有哪些
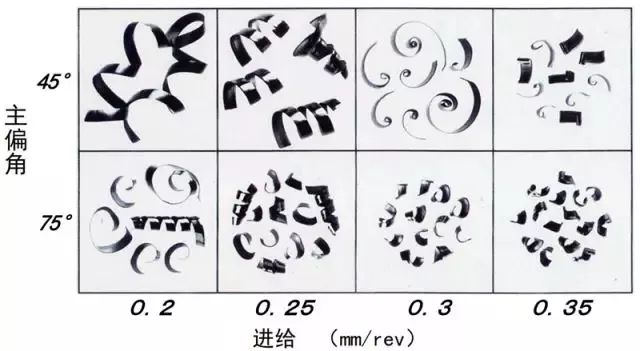
高進給后切屑變厚有利于斷屑
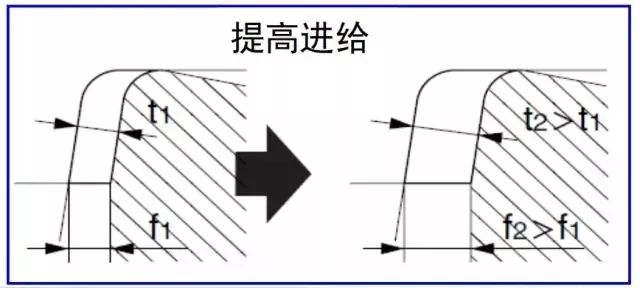
提高進給
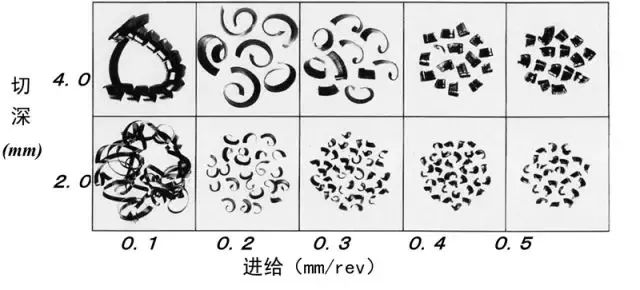
切深
刀尖圓角半徑變小,切屑厚度增大
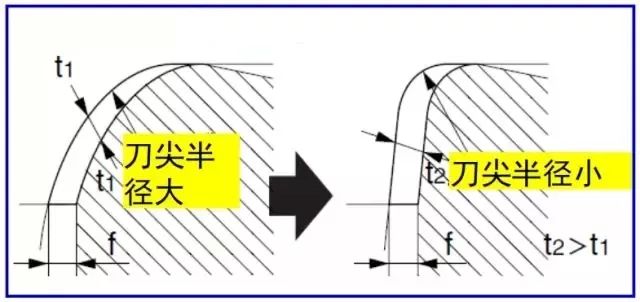
刀尖半徑大小對比
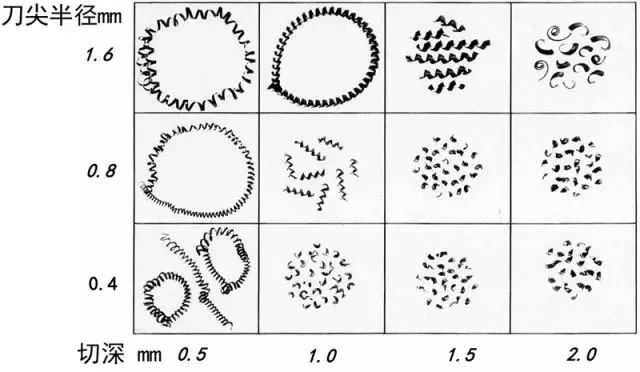
斷屑形式
減少前角
切屑壓縮比=hc/h
1、壓縮比的值越大,則越容易斷屑.但同時切削的抗力也增加了
2,、壓縮比與線速度Vc有關,當Vc減小時,壓縮比增大,所以降低線速度也利于斷屑
3,、前角減小,切屑變形大,壓縮比增大,利于斷屑
采用鋒利的刃口處理形式
由圖可見,相同的進給條件下,,刀片刃口鈍化鋒利,,有利于斷屑。
加大主偏角,,切屑變厚利于斷屑
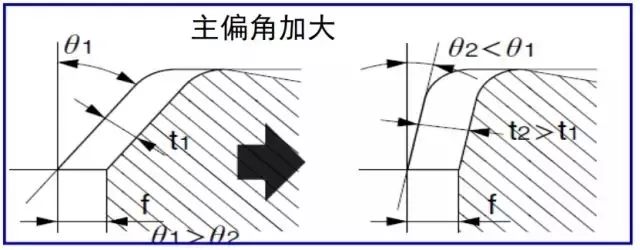
主偏角加大
斷屑形態(tài)
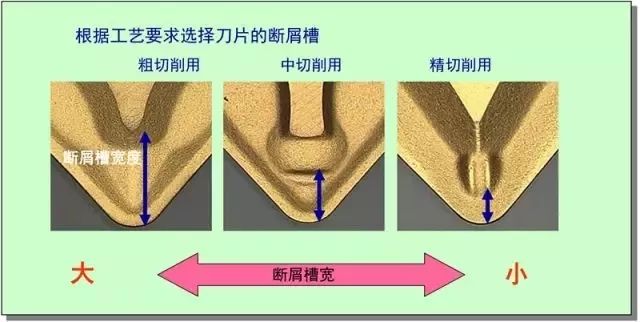
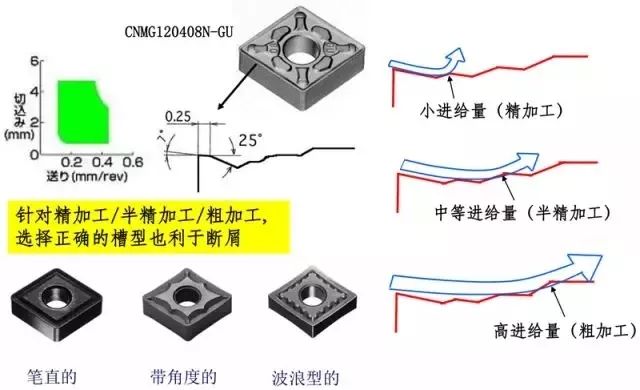
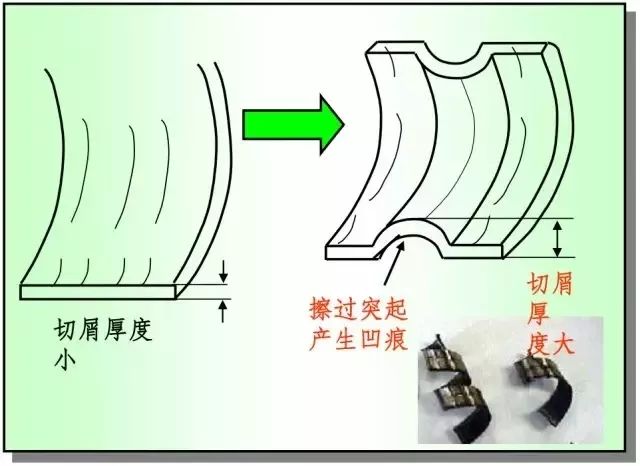
起斷屑槽
從斷屑槽的突起上擦過在切屑的表面產(chǎn)生凹痕→ 明顯的切屑厚度增大→促進斷屑損傷性強
促進切屑分斷
從斷屑槽的突起上擦過在切屑的表面產(chǎn)生凹痕→ 明顯的切屑厚度增大→促進斷屑損傷性強
損傷性強
與切屑的接觸面積變小、 因與突起光滑接觸,, 切屑流暢排出→工具損傷小
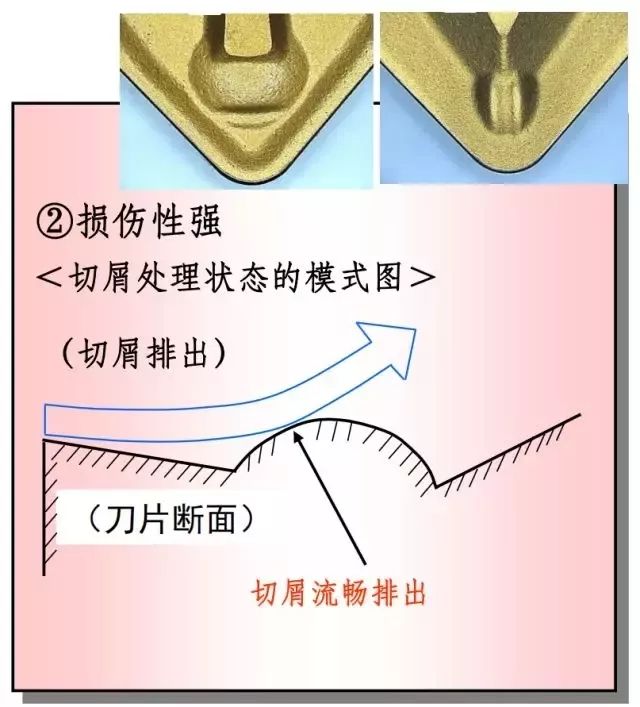
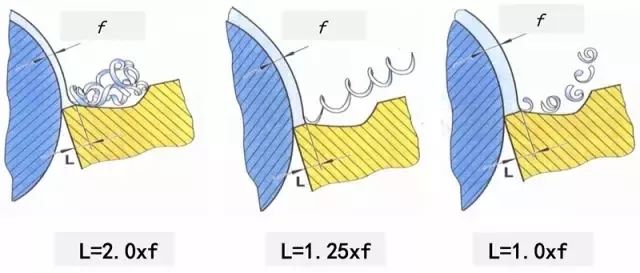
切屑的卷曲半徑變小