



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
螺旋絲攻(SP)是目前市場(chǎng)上,,最通銷(xiāo)的產(chǎn)品 本課題從基礎(chǔ)簡(jiǎn)易的說(shuō)明,、介紹螺旋絲攻:
01什么是螺旋絲攻?
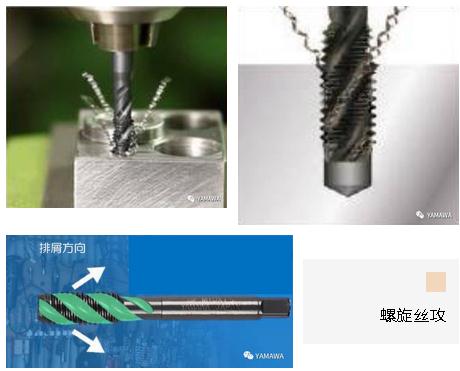
溝槽呈螺旋形(螺旋溝)的絲攻,。
主要用于盲加工上,,切屑從后端排出(與絲攻前進(jìn)的方向相反) 。
? 切削絲攻的構(gòu)型種類(lèi),、排屑方向和底孔形狀
溝槽呈螺旋形(螺旋溝)的絲攻,。
主要用于盲加工上,,切屑從后端排出(與絲攻前進(jìn)的方向相反) 。
? 切削絲攻的構(gòu)型種類(lèi),、排屑方向和底孔形狀
?匯整螺旋絲攻的特征如下:
1) 最適合加工盲孔 ,。
2) 絲攻容易切入材料,,切削力佳。
3) 因?yàn)闇铣事菪隣?,刀尖的?qiáng)度小,,不適合加工過(guò)硬的材料,。(約至45HRC)
4) 常因切屑造成加工問(wèn)題。
1) 最適合加工盲孔 ,。
2) 絲攻容易切入材料,,切削力佳。
3) 因?yàn)闇铣事菪隣?,刀尖的?qiáng)度小,,不適合加工過(guò)硬的材料,。(約至45HRC)
4) 常因切屑造成加工問(wèn)題。
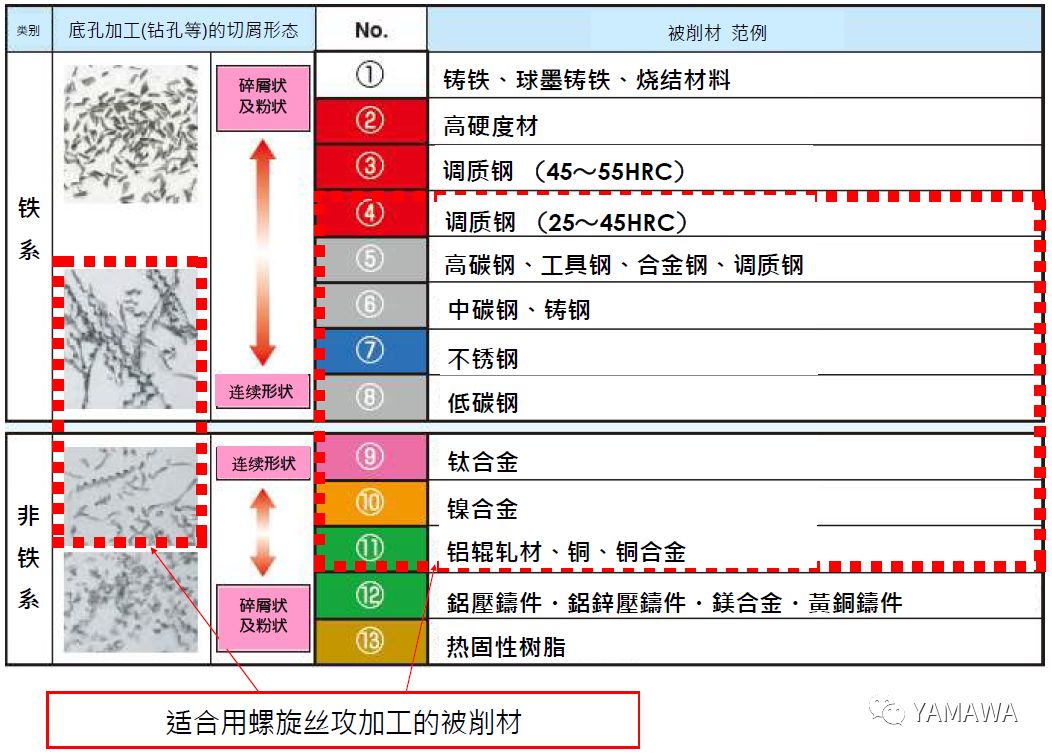
02適合用螺旋絲攻加工的被削材和切屑形狀
被削材的種類(lèi)可大致分為鋼鐵合金與非鐵合金2大類(lèi),,其中切屑呈卷曲連續(xù)不中斷的材料,,特別適合用螺旋絲攻加工。
加工切屑呈細(xì)碎分段的材料時(shí)(例如鑄鐵,、鋁壓鑄件等),,需特別注意切屑有無(wú)順暢排出,避免發(fā)生加工問(wèn)題 ,。
◎各類(lèi)被削材的切屑形狀
03加工問(wèn)題與對(duì)策
① 崩牙
完全螺紋牙崩牙——螺旋絲攻特別容易發(fā)生的問(wèn)題
原因:切屑纏繞在絲攻的螺紋牙上,,纏繞的切屑被夾在絲攻的牙山和被削材間,, 絲攻在進(jìn)行切削時(shí) 。
受切屑干擾,,造成崩牙的情況很常見(jiàn),。
① 崩牙
完全螺紋牙崩牙——螺旋絲攻特別容易發(fā)生的問(wèn)題
原因:切屑纏繞在絲攻的螺紋牙上,,纏繞的切屑被夾在絲攻的牙山和被削材間,, 絲攻在進(jìn)行切削時(shí) 。
受切屑干擾,,造成崩牙的情況很常見(jiàn),。

◎ 對(duì)策:
? 降低切削速度,。
? 使用高螺旋溝的絲攻。
? 用橫軸的NC,、M/C使用螺旋絲攻加工時(shí),,切屑易纏繞到夾頭,造成切屑阻塞,、崩牙,、折損的問(wèn)題,建議使用切屑不會(huì)因旋轉(zhuǎn)力而擴(kuò)張的低螺旋絲攻或直溝絲攻,,改善此問(wèn)題,。
? 采用將完全螺紋牙山,切除半山的(BLF)構(gòu)型,,讓切屑有足夠的排出空間,,
改善因排屑不良而造成的崩牙問(wèn)題。
? 降低切削速度,。
? 使用高螺旋溝的絲攻。
? 用橫軸的NC,、M/C使用螺旋絲攻加工時(shí),,切屑易纏繞到夾頭,造成切屑阻塞,、崩牙,、折損的問(wèn)題,建議使用切屑不會(huì)因旋轉(zhuǎn)力而擴(kuò)張的低螺旋絲攻或直溝絲攻,,改善此問(wèn)題,。
? 采用將完全螺紋牙山,切除半山的(BLF)構(gòu)型,,讓切屑有足夠的排出空間,,
改善因排屑不良而造成的崩牙問(wèn)題。

②折損
原因:底孔傾斜,底孔過(guò)小
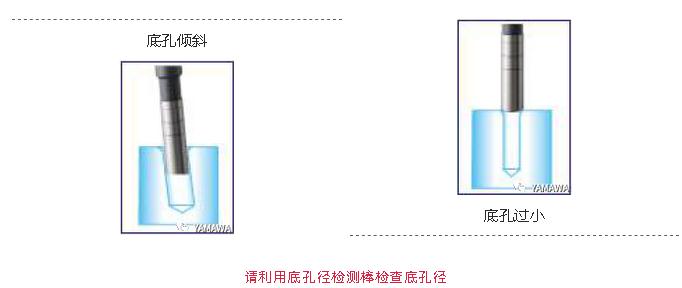
◎ 對(duì)策:
? 底孔是否傾斜
? 被削材有無(wú)晃動(dòng)(確認(rèn)虎鉗)
? 加工盲孔時(shí),絲攻有無(wú)觸底
? 底孔是否傾斜
? 被削材有無(wú)晃動(dòng)(確認(rèn)虎鉗)
? 加工盲孔時(shí),絲攻有無(wú)觸底








