企業(yè)動(dòng)態(tài)2024-12-27
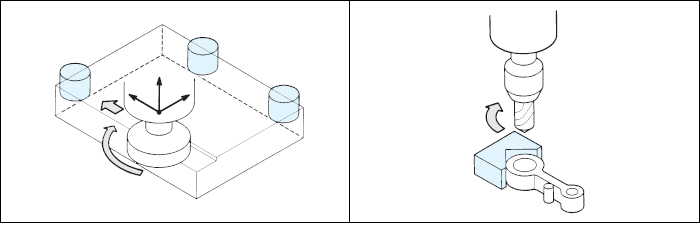
什么是定位,?
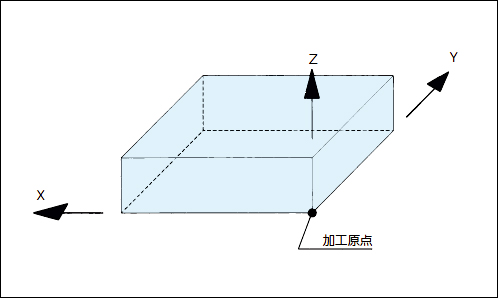
工件的位置一般由X?Y?Z三個(gè)方向組成,而對(duì)這三個(gè)軸進(jìn)行規(guī)劃,,以限定加工原點(diǎn)的動(dòng)作成為定位,。定位的精度很大程度上取決于定位元件及工件的基準(zhǔn)面。為了確保目標(biāo)工件的加工精度,,需要充分考慮定位元件本身的材質(zhì),,淬火及精度。另外,,進(jìn)行工件定位的基準(zhǔn)面也需要預(yù)先確定,?;鶞?zhǔn)面的精度越高,定位精度就越高,。定位元件要求精度高,,并且重復(fù)使用仍可保持精度,由此幾乎都采用淬火,,磨削加工,。
一般的定位方法為按底面3點(diǎn)或側(cè)面3點(diǎn)進(jìn)行定位。工件的底面即使發(fā)生變形,,仍會(huì)保持3點(diǎn)接觸,,而若為4點(diǎn),即使只有一點(diǎn)存在差異,,就會(huì)造成不穩(wěn)定,。定位的位置在底面時(shí),由3點(diǎn)形成的三角形的面積盡可能大,,而在側(cè)面時(shí),,一般在工件的

定位元件的選擇
(1)機(jī)床和刀具
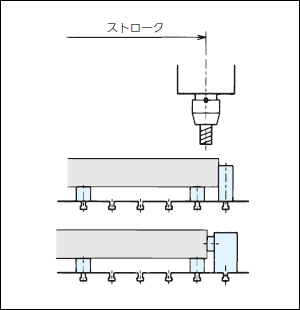
進(jìn)行工件定位時(shí),需要考慮加工機(jī)床的行程和刀具,,選擇定位元件,,選擇定位元件的高度時(shí),應(yīng)確??稍诩庸し秶鷥?nèi)配置工件
進(jìn)行工件定位時(shí),需要考慮加工機(jī)床的行程和刀具,,選擇定位元件,,選擇定位元件的高度時(shí),應(yīng)確??稍诩庸し秶鷥?nèi)配置工件
選擇定位元件時(shí),,應(yīng)考慮加工機(jī)床的行程和刀具的長(zhǎng)度
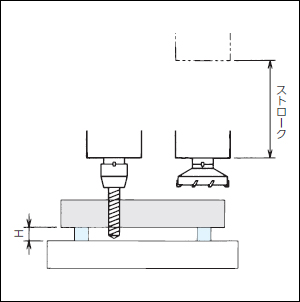
務(wù)必選擇可在加工范圍內(nèi)配置工件的定位元件
(2)加工條件
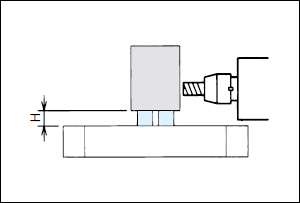
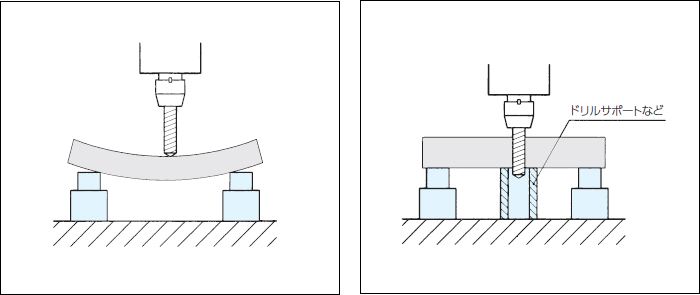
為獲得所需的加工精度,應(yīng)根據(jù)加工條件選擇所需的定位元件,。若加工條件為在工件上作用垂直力進(jìn)行鉆孔等加工,,則根據(jù)加工工件的形狀以及底面的元件位置和形狀,加工時(shí)可能會(huì)產(chǎn)生變形
為獲得所需的加工精度,應(yīng)根據(jù)加工條件選擇所需的定位元件,。若加工條件為在工件上作用垂直力進(jìn)行鉆孔等加工,,則根據(jù)加工工件的形狀以及底面的元件位置和形狀,加工時(shí)可能會(huì)產(chǎn)生變形
(3)工作
●平面定位
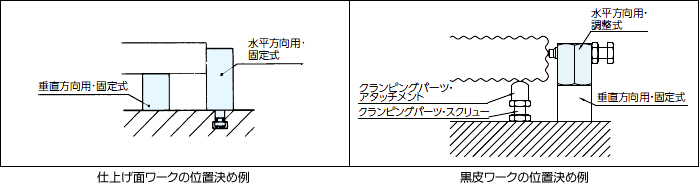
應(yīng)根據(jù)工件形狀和表面狀態(tài),,選擇不同的定位元件,。在功能上分為固定式和調(diào)整式兩類(lèi)。黑皮面因加工量等的不同而存在較大差異的工件,,則采用調(diào)整式較為方便
●平面定位
應(yīng)根據(jù)工件形狀和表面狀態(tài),,選擇不同的定位元件,。在功能上分為固定式和調(diào)整式兩類(lèi)。黑皮面因加工量等的不同而存在較大差異的工件,,則采用調(diào)整式較為方便
●曲面定位
定位曲面R形狀的工件時(shí),,一般使用V型塊;而定位大直徑的工件時(shí),,則使用單側(cè)V型塊較為方便
定位曲面R形狀的工件時(shí),,一般使用V型塊;而定位大直徑的工件時(shí),,則使用單側(cè)V型塊較為方便
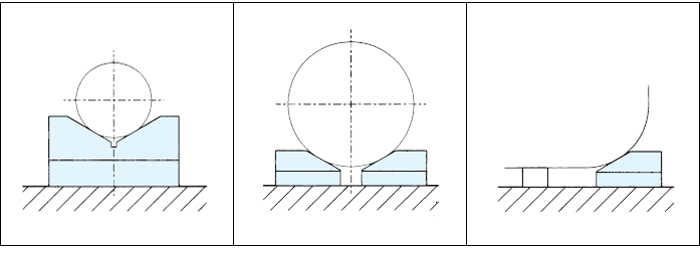
另外,在平面上進(jìn)行圓形物定位時(shí),,也可使用銷(xiāo)進(jìn)行定位

●孔基準(zhǔn)定位
利用上一工序的加工孔進(jìn)行定位時(shí),,可使用定位銷(xiāo)。兩根銷(xiāo)的狀態(tài)和工件的空加工精度對(duì)定位精度有很大影響
利用上一工序的加工孔進(jìn)行定位時(shí),,可使用定位銷(xiāo)。兩根銷(xiāo)的狀態(tài)和工件的空加工精度對(duì)定位精度有很大影響
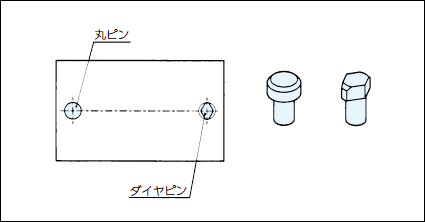
設(shè)置菱形銷(xiāo)的方向時(shí),,應(yīng)確??稍诖怪庇趦筛N(xiāo)所連直線的方向上進(jìn)行定位,。若每次工件裝卸都需要進(jìn)行銷(xiāo)的插拔,則使用作業(yè)性優(yōu)異的帶柄定位銷(xiāo)較為方便
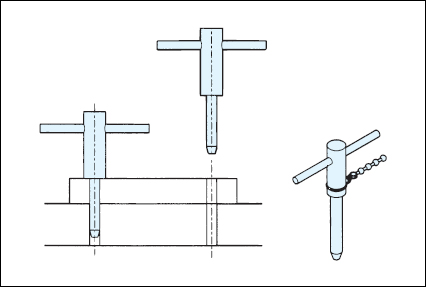
為防止銷(xiāo)脫落,,請(qǐng)使用夾鏈
(4)根據(jù)各種條件進(jìn)行選擇
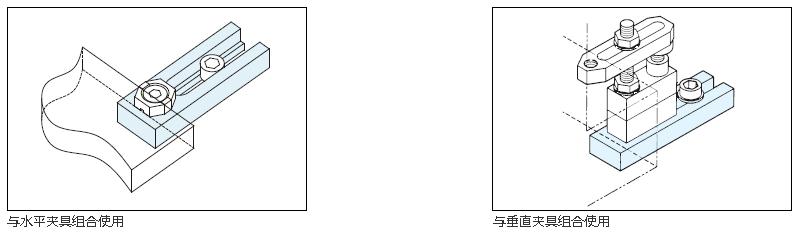
●與夾具組合使用
將定位元件與夾具組合使用,,可簡(jiǎn)化夾具。
●作為安裝底座的輔助
如果工作比安裝的基本大,,夾子等不能配置在安裝的基礎(chǔ)上,,可以利用條板等元件,工作定位,,夾子等配置,。
如果工作比安裝的基本大,,夾子等不能配置在安裝的基礎(chǔ)上,,可以利用條板等元件,工作定位,,夾子等配置,。
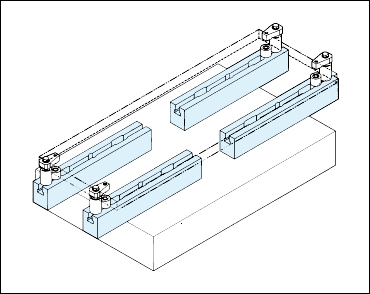
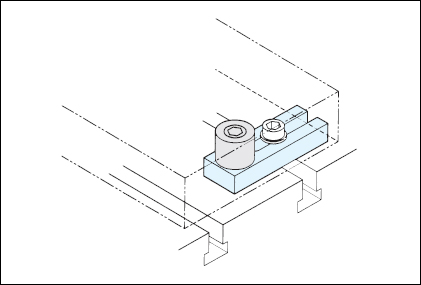
根據(jù)安裝底座的T型槽配置等情況,可能會(huì)發(fā)生在想要安裝定位元件的位置無(wú)T型槽,,夾具配置無(wú)法順利進(jìn)行的問(wèn)題,。而通過(guò)使用頂面帶安裝孔的定位元件,就可解決上述問(wèn)題,。
●加工負(fù)荷
在外側(cè)進(jìn)行定位時(shí),,一般選擇不受工件表面粗糙度的影響,接觸面小的定位元件,;而對(duì)于承受較大加工負(fù)荷及夾緊力的工件,,則應(yīng)選擇接觸面大,剛性高的定位元件,。
在外側(cè)進(jìn)行定位時(shí),,一般選擇不受工件表面粗糙度的影響,接觸面小的定位元件,;而對(duì)于承受較大加工負(fù)荷及夾緊力的工件,,則應(yīng)選擇接觸面大,剛性高的定位元件,。
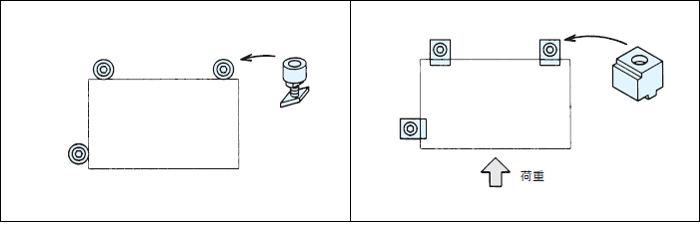
●加工負(fù)荷的方向
加工工件時(shí),,會(huì)在該工件上作用加工負(fù)荷。一般來(lái)說(shuō),,若相對(duì)于加工負(fù)荷的作用方向,,將定位元件配置為支撐側(cè),則可實(shí)現(xiàn)穩(wěn)定的定位,。
加工工件時(shí),,會(huì)在該工件上作用加工負(fù)荷。一般來(lái)說(shuō),,若相對(duì)于加工負(fù)荷的作用方向,,將定位元件配置為支撐側(cè),則可實(shí)現(xiàn)穩(wěn)定的定位,。