



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
在線測(cè)量技術(shù)是一種新興的先進(jìn)測(cè)量技術(shù),,可以實(shí)現(xiàn)加工與測(cè)量在同一設(shè)備上進(jìn)行,避免了二次裝卡產(chǎn)生的誤差,,同時(shí)可提高效率,。本文著重介紹了數(shù)控機(jī)床配合雷尼紹RMP60測(cè)頭測(cè)量加工挖掘機(jī)動(dòng)臂、斗桿的過(guò)程和經(jīng)驗(yàn),。

動(dòng)臂、斗桿為挖掘機(jī)的重要部件,,其制造精度直接影響挖掘機(jī)工作壽命,。為了保證產(chǎn)品質(zhì)量,動(dòng)臂和斗桿在公司內(nèi)焊接和加工,。
動(dòng)臂,、斗桿都為箱體類(lèi)結(jié)構(gòu),以21T動(dòng)臂為例,,動(dòng)臂長(zhǎng)度為6m,,寬度只有0.5m,在焊接過(guò)程中因組對(duì)間隙,、焊接順序及約束不充分等因素造成動(dòng)臂的收縮和彎曲變形,。后工序加工一般的工藝路線是:焊接后使用劃線機(jī)劃線,,在加工中心上頻繁試刀后進(jìn)行加工,出現(xiàn)工序增加和瓶頸工序問(wèn)題,。公司引進(jìn)雷尼紹測(cè)量技術(shù),通過(guò)在線測(cè)量并打印后,,手動(dòng)調(diào)整修正值進(jìn)行加工的先進(jìn)方法,,解決了加工中心的瓶頸工序問(wèn)題。
動(dòng)臂,、斗桿都為箱體類(lèi)結(jié)構(gòu),以21T動(dòng)臂為例,,動(dòng)臂長(zhǎng)度為6m,,寬度只有0.5m,在焊接過(guò)程中因組對(duì)間隙,、焊接順序及約束不充分等因素造成動(dòng)臂的收縮和彎曲變形,。后工序加工一般的工藝路線是:焊接后使用劃線機(jī)劃線,,在加工中心上頻繁試刀后進(jìn)行加工,出現(xiàn)工序增加和瓶頸工序問(wèn)題,。公司引進(jìn)雷尼紹測(cè)量技術(shù),通過(guò)在線測(cè)量并打印后,,手動(dòng)調(diào)整修正值進(jìn)行加工的先進(jìn)方法,,解決了加工中心的瓶頸工序問(wèn)題。
一,、雷尼紹RMP60測(cè)頭測(cè)量原理
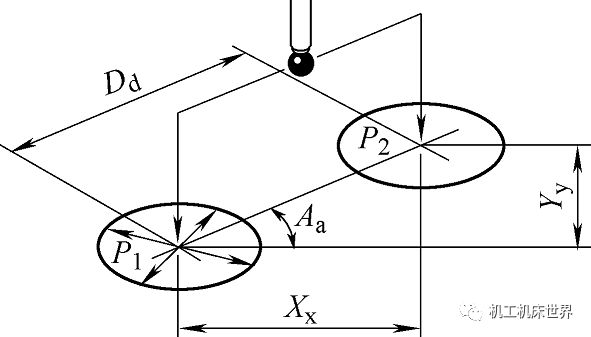
RMP60測(cè)頭系統(tǒng)是雷尼紹公司推出的性價(jià)比比較高的測(cè)頭,,它與數(shù)控機(jī)床連接應(yīng)用,可以實(shí)現(xiàn)工件測(cè)量,、刀具測(cè)量的功能,,可以縮短90%的機(jī)械加工輔助時(shí)間,并消除由于設(shè)定誤差造成的產(chǎn)品報(bào)廢,,是智能制造的“眼睛”,。測(cè)量原理如圖1所示。
RMP60測(cè)頭系統(tǒng)是雷尼紹公司推出的性價(jià)比比較高的測(cè)頭,,它與數(shù)控機(jī)床連接應(yīng)用,可以實(shí)現(xiàn)工件測(cè)量,、刀具測(cè)量的功能,,可以縮短90%的機(jī)械加工輔助時(shí)間,并消除由于設(shè)定誤差造成的產(chǎn)品報(bào)廢,,是智能制造的“眼睛”,。測(cè)量原理如圖1所示。
二,、設(shè)備的安裝過(guò)程
如圖2所示,在線測(cè)量設(shè)備由配備測(cè)量系統(tǒng)接口的數(shù)控加工中心5,、需要加工的工件挖掘機(jī)動(dòng)臂7和斗桿6,、雷尼紹RMP60測(cè)頭4、帶有加工中心測(cè)量宏程序的數(shù)控面板3,、雷尼紹RMP60接收器2,、打印機(jī)1組成。
首先把雷尼紹RMP60接收器與加工中心數(shù)據(jù)線連接,,保證數(shù)據(jù)的傳輸,;其次把雷尼紹RMP60測(cè)頭放入加工中心刀庫(kù)后,與雷尼紹RMP60接收器進(jìn)行配對(duì),。最后把打印機(jī)與加工中心相連,,保證數(shù)據(jù)的打印。
如圖2所示,在線測(cè)量設(shè)備由配備測(cè)量系統(tǒng)接口的數(shù)控加工中心5,、需要加工的工件挖掘機(jī)動(dòng)臂7和斗桿6,、雷尼紹RMP60測(cè)頭4、帶有加工中心測(cè)量宏程序的數(shù)控面板3,、雷尼紹RMP60接收器2,、打印機(jī)1組成。
首先把雷尼紹RMP60接收器與加工中心數(shù)據(jù)線連接,,保證數(shù)據(jù)的傳輸,;其次把雷尼紹RMP60測(cè)頭放入加工中心刀庫(kù)后,與雷尼紹RMP60接收器進(jìn)行配對(duì),。最后把打印機(jī)與加工中心相連,,保證數(shù)據(jù)的打印。
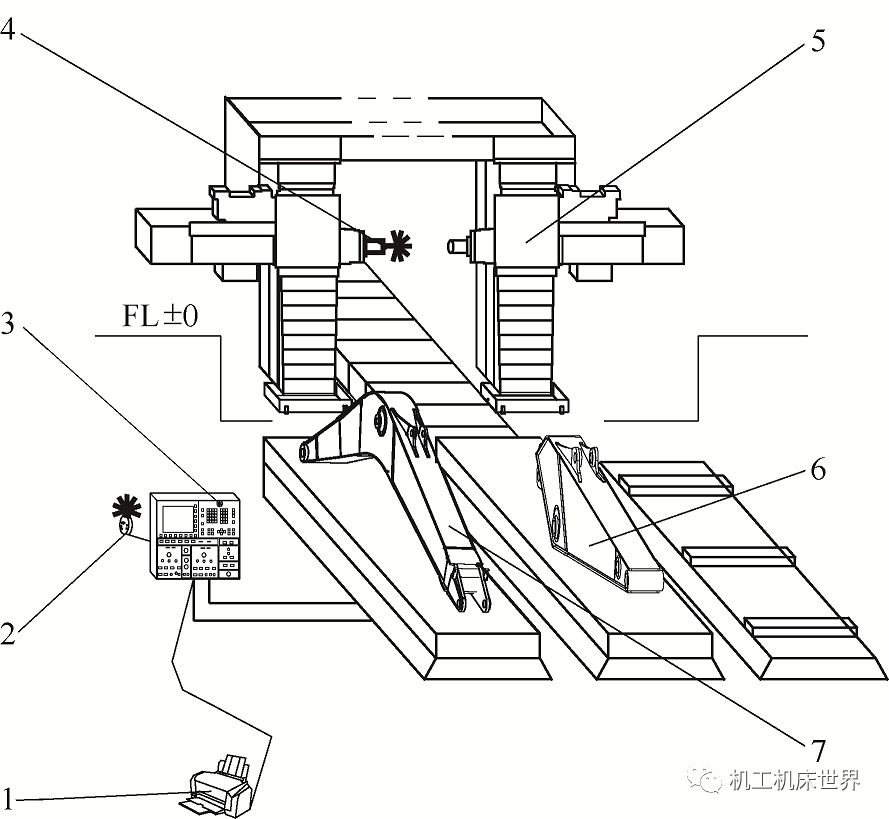
圖2
1.打印機(jī) 2. 雷尼紹RMP60接收器 3.數(shù)控面板 4.雷尼紹RMP60測(cè)頭 5.數(shù)控加工中心 6.斗桿 7.動(dòng)臂
1.打印機(jī) 2. 雷尼紹RMP60接收器 3.數(shù)控面板 4.雷尼紹RMP60測(cè)頭 5.數(shù)控加工中心 6.斗桿 7.動(dòng)臂
在加工中心數(shù)控面板編制雷尼紹基本功能宏程序,,主要內(nèi)容為測(cè)頭的標(biāo)定、內(nèi)孔測(cè)量,、開(kāi)啟與關(guān)閉等基本功能的實(shí)現(xiàn),。然后在加工中心數(shù)控面板編制加工中心測(cè)量宏程序,主要內(nèi)容是先定義各支座孔中心距坐標(biāo)進(jìn)行變量賦值,,測(cè)頭測(cè)量后的值賦給機(jī)床變量,,賦值后的機(jī)床變量與標(biāo)準(zhǔn)值和偏差值進(jìn)行計(jì)算,,計(jì)算后打印測(cè)量日期、測(cè)量目標(biāo),、測(cè)量方向,、測(cè)量值、超差值及偏差值,。然后再根據(jù)打印數(shù)據(jù)和加工余量手動(dòng)調(diào)整各支座孔中心距坐標(biāo)數(shù)值,。
三、在線測(cè)量方式的實(shí)現(xiàn)
挖掘機(jī)動(dòng)臂,、斗桿焊接后,,需要對(duì)各支座孔進(jìn)行鏜孔,來(lái)保證各支座孔的中心距坐標(biāo)在公差范圍內(nèi),,焊接后放置在配備測(cè)量系統(tǒng)接口的數(shù)控加工中心上,,定位裝夾后支座孔中心距坐標(biāo)數(shù)值需要收集。動(dòng)臂,、斗桿在加工中心裝夾后,,從數(shù)控面板調(diào)出測(cè)量宏程序和測(cè)頭對(duì)動(dòng)臂、斗桿各位支座中心距坐標(biāo)進(jìn)行測(cè)量,。
測(cè)量宏程序主要內(nèi)容:先使用加工中心定義每個(gè)支座中心距在XY方向的系統(tǒng)變量,,測(cè)量宏程序中引用每個(gè)支座中心距在XY方向的系統(tǒng)變量來(lái)編制每個(gè)支座中心距的測(cè)量程序,然后加工中心使用測(cè)頭對(duì)每個(gè)支座中心距在XY方向坐標(biāo)值進(jìn)行測(cè)量,,完成后再賦值與預(yù)先定義的系統(tǒng)變量里,,完成使用測(cè)頭對(duì)支座進(jìn)行測(cè)量的動(dòng)作。
測(cè)量程序如下:
%O1301(J213-62A-100000)(TAN TOU)
( WORK HOLE POS. CHECK RENISHAW)
(PALLET NO.01)
M06T40
M0
G90G56
G100
#550=113.0(ZP1)
#552=111.25(ZP2)
#554=70.5(ZP3)
#556=113.0(ZP4)
#558=85(ZP5)
#560=0(XP01)
#561=0(YP01)
#562=290.0(XP02)
#563=0.0(YP02)
#564=2100.0(XP03)
#565=275.7(YP03)
#566=2493.01(XP04)
#567=-199.7(YP04)
#568=3127.01(XP05)
#569=0.0(YP05)
G91G28Z0
N0(G56 WORK OFFSET)
(P01)G0G90G56X#560
Y#561
M61
G04X1
G43H40Z[#550+50.]
G65P9810Z[#550-8]F2000
G65P9814D75.Q10.S3(S3=G56)
G65P9810Z[#550+20.]
N1(P01)G0G90G56X#560
Y#561
G43H40Z[#550+50.]
G65P9810Z[#550-8]F2000
G65P9814D75.Q10.
G65P9810Z[#550+50.]
G53
#560=#135(XP1)
G53
#561=#136(YP1)
G53
N2(P02)G90G0X#562
Y#563
G43H40Z[#552+50.]
M61
G04X1
G65P9810Z[#552-8]F2000
G65P9814D75.Q10.
G65P9810Z[#552+50.]
M62
G100
G49
#562=#135
#563=#136
G04X1
N3(P03)G90G0X#564
Y#565
G43H40Z[#554+50.]
M61
G04X1
G65P9810Z[#554-10]F2000
G65P9814D70.Q10.
G65P9810Z[#554+50.]
M62
G100
G49
#564=#135
#565=#136
G04X1
N4(P04)G90G0X#566
Y#567
G43H40Z[#556+50.]
M61
G04X1
G65P9810Z[#556-5]F2000
G65P9814D85.Q10.
G65P9810Z[#556+50.]
M62
G100
G49
#566=#135
#567=#136
G04X1
N5(P05)G90G0X#568
Y#569
M61
G04X1
G43H40Z[#558+50.]
G65P9810Z[#558-10]F2000
G65P9814D80.Q10.
G65P9810Z[#558+50.]
M62
G100
G49
#568=#135
#569=#136
#544=#5262
G04X1
M00
M98P1304
M00
G56G90G0X3500
M06T02
G100
G56G90G0X0.
M98P1304
M30
%
然后從數(shù)控面板調(diào)出打印程序,,執(zhí)行打印程序,。其中打印程序首先從測(cè)量程序調(diào)取各支座中心距坐標(biāo)變量,然后與打印程序中已有的標(biāo)準(zhǔn)值進(jìn)行計(jì)算,,計(jì)算后的超差值與程序中已有的公差值進(jìn)行計(jì)算,,打印計(jì)算值。打印計(jì)算值的內(nèi)容包含:測(cè)量日期,、測(cè)量目標(biāo),、測(cè)量方向、測(cè)量值,、超差值及偏差值,。根據(jù)計(jì)算值和加工余量手動(dòng)調(diào)整各支座孔中心距坐標(biāo)數(shù)值,調(diào)整完各支座中心距坐標(biāo)變量值更改完成,。加工時(shí),,加工程序直接調(diào)用調(diào)整后的各支座中心距坐標(biāo)變量值進(jìn)行加工。圖3,、圖4所示為現(xiàn)場(chǎng)加工情況,。
挖掘機(jī)動(dòng)臂,、斗桿焊接后,,需要對(duì)各支座孔進(jìn)行鏜孔,來(lái)保證各支座孔的中心距坐標(biāo)在公差范圍內(nèi),,焊接后放置在配備測(cè)量系統(tǒng)接口的數(shù)控加工中心上,,定位裝夾后支座孔中心距坐標(biāo)數(shù)值需要收集。動(dòng)臂,、斗桿在加工中心裝夾后,,從數(shù)控面板調(diào)出測(cè)量宏程序和測(cè)頭對(duì)動(dòng)臂、斗桿各位支座中心距坐標(biāo)進(jìn)行測(cè)量,。
測(cè)量宏程序主要內(nèi)容:先使用加工中心定義每個(gè)支座中心距在XY方向的系統(tǒng)變量,,測(cè)量宏程序中引用每個(gè)支座中心距在XY方向的系統(tǒng)變量來(lái)編制每個(gè)支座中心距的測(cè)量程序,然后加工中心使用測(cè)頭對(duì)每個(gè)支座中心距在XY方向坐標(biāo)值進(jìn)行測(cè)量,,完成后再賦值與預(yù)先定義的系統(tǒng)變量里,,完成使用測(cè)頭對(duì)支座進(jìn)行測(cè)量的動(dòng)作。
測(cè)量程序如下:
%O1301(J213-62A-100000)(TAN TOU)
( WORK HOLE POS. CHECK RENISHAW)
(PALLET NO.01)
M06T40
M0
G90G56
G100
#550=113.0(ZP1)
#552=111.25(ZP2)
#554=70.5(ZP3)
#556=113.0(ZP4)
#558=85(ZP5)
#560=0(XP01)
#561=0(YP01)
#562=290.0(XP02)
#563=0.0(YP02)
#564=2100.0(XP03)
#565=275.7(YP03)
#566=2493.01(XP04)
#567=-199.7(YP04)
#568=3127.01(XP05)
#569=0.0(YP05)
G91G28Z0
N0(G56 WORK OFFSET)
(P01)G0G90G56X#560
Y#561
M61
G04X1
G43H40Z[#550+50.]
G65P9810Z[#550-8]F2000
G65P9814D75.Q10.S3(S3=G56)
G65P9810Z[#550+20.]
N1(P01)G0G90G56X#560
Y#561
G43H40Z[#550+50.]
G65P9810Z[#550-8]F2000
G65P9814D75.Q10.
G65P9810Z[#550+50.]
G53
#560=#135(XP1)
G53
#561=#136(YP1)
G53
N2(P02)G90G0X#562
Y#563
G43H40Z[#552+50.]
M61
G04X1
G65P9810Z[#552-8]F2000
G65P9814D75.Q10.
G65P9810Z[#552+50.]
M62
G100
G49
#562=#135
#563=#136
G04X1
N3(P03)G90G0X#564
Y#565
G43H40Z[#554+50.]
M61
G04X1
G65P9810Z[#554-10]F2000
G65P9814D70.Q10.
G65P9810Z[#554+50.]
M62
G100
G49
#564=#135
#565=#136
G04X1
N4(P04)G90G0X#566
Y#567
G43H40Z[#556+50.]
M61
G04X1
G65P9810Z[#556-5]F2000
G65P9814D85.Q10.
G65P9810Z[#556+50.]
M62
G100
G49
#566=#135
#567=#136
G04X1
N5(P05)G90G0X#568
Y#569
M61
G04X1
G43H40Z[#558+50.]
G65P9810Z[#558-10]F2000
G65P9814D80.Q10.
G65P9810Z[#558+50.]
M62
G100
G49
#568=#135
#569=#136
#544=#5262
G04X1
M00
M98P1304
M00
G56G90G0X3500
M06T02
G100
G56G90G0X0.
M98P1304
M30
%
然后從數(shù)控面板調(diào)出打印程序,,執(zhí)行打印程序,。其中打印程序首先從測(cè)量程序調(diào)取各支座中心距坐標(biāo)變量,然后與打印程序中已有的標(biāo)準(zhǔn)值進(jìn)行計(jì)算,,計(jì)算后的超差值與程序中已有的公差值進(jìn)行計(jì)算,,打印計(jì)算值。打印計(jì)算值的內(nèi)容包含:測(cè)量日期,、測(cè)量目標(biāo),、測(cè)量方向、測(cè)量值,、超差值及偏差值,。根據(jù)計(jì)算值和加工余量手動(dòng)調(diào)整各支座孔中心距坐標(biāo)數(shù)值,調(diào)整完各支座中心距坐標(biāo)變量值更改完成,。加工時(shí),,加工程序直接調(diào)用調(diào)整后的各支座中心距坐標(biāo)變量值進(jìn)行加工。圖3,、圖4所示為現(xiàn)場(chǎng)加工情況,。

圖3

圖4
四,、技術(shù)改善前后對(duì)比
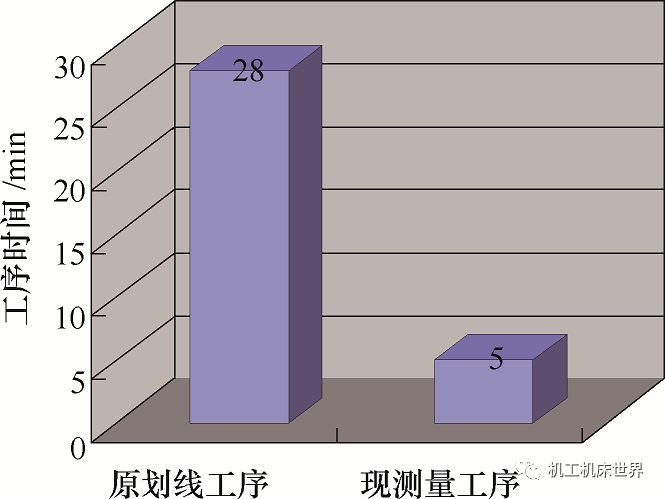
挖掘機(jī)動(dòng)臂,、斗桿機(jī)加工在線測(cè)量技術(shù)能夠應(yīng)對(duì)各種形式的焊接變形,并保證在加工誤差最合理的范圍之內(nèi),。在線測(cè)量技術(shù)主要計(jì)算依賴(lài)于加工中心,,提高了計(jì)算的準(zhǔn)確性,降低了人工成本,。加工前和加工后的數(shù)據(jù)以打印的形式保存,打印數(shù)據(jù)更便于存儲(chǔ)和追溯,。以我公司21T挖掘機(jī)動(dòng)臂,、斗桿為例,原劃線工序時(shí)間為28min,,改善后測(cè)量工序時(shí)間為5min(見(jiàn)圖5),。
本文發(fā)表于《金屬加工(冷加工)》2017年11月刊,作者:劉啟鋒 孫云超 齊彬彬,,山重建機(jī)有限公司,。






