企業(yè)動態(tài)2024-12-27
一,、螺紋沉孔加工

以往的常見加工方式:
① 用T型刀圓弧插補的方式加工。
缺點:加工效率偏低,,編程較復雜,,刀具消耗成本高。

② 分體式锪孔刀加工,。(多用于較大直徑锪孔)
加工過程:加工前先取下刀頭,,刀桿穿過底孔,從后端裝上刀頭,,進行锪孔加工,,加工后再取下刀頭。
缺點:操作方法十分繁瑣,,人工參與過多,,不適合批量生產(chǎn),且對操作空間有一定要求,,也具有一定的安全隱患,。

③ 非標定制專用偏心锪孔刀
缺點:成本高、貨期長,、品質(zhì)不穩(wěn)定,。
為了解決現(xiàn)有刀具在使用中存在的諸多問題,BIG開發(fā)了下面這款螺紋沉孔專用锪孔刀,。
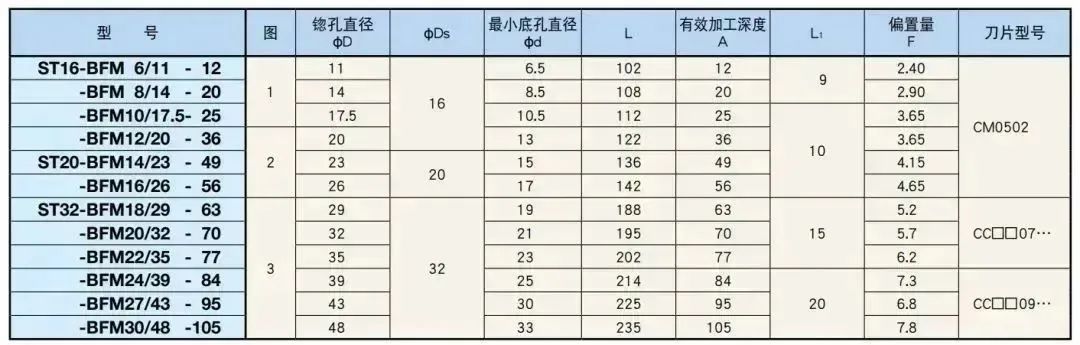
★ BF锪孔刀
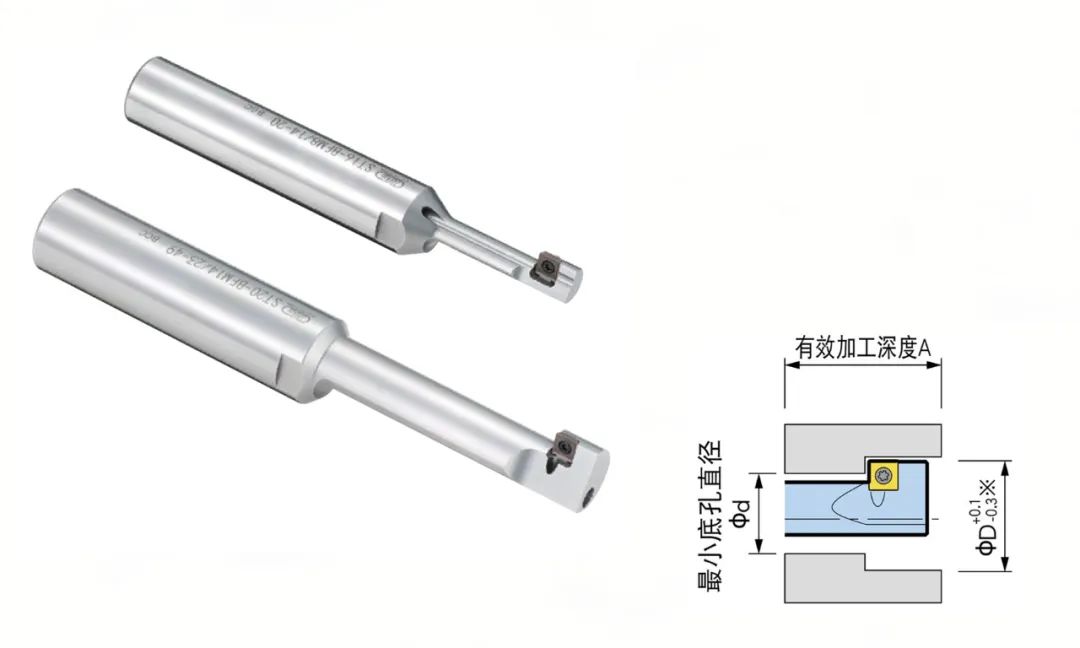
針對螺紋孔專門設計,,全系列標準化(M6~M30)
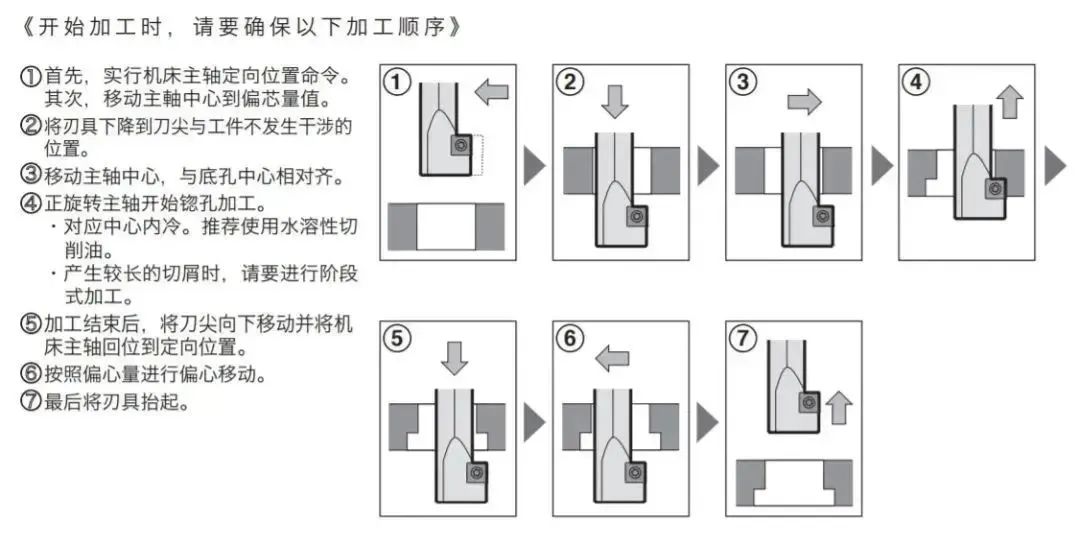
編程簡單,加工高效,。
二,、螺紋沉孔用正反倒角
與BF锪孔刀相同的設計理念:偏心設計,無需圓弧插補,。
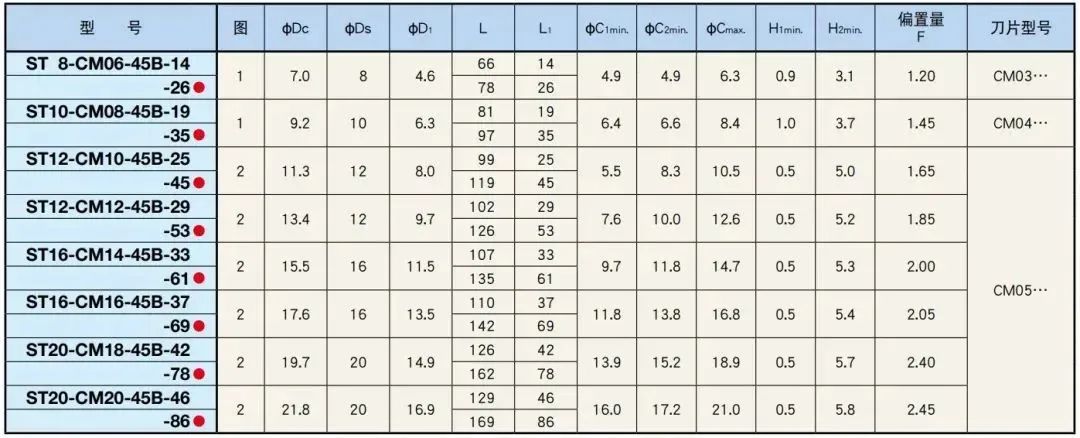
★ 小旋風倒角刀【螺紋沉孔用型】
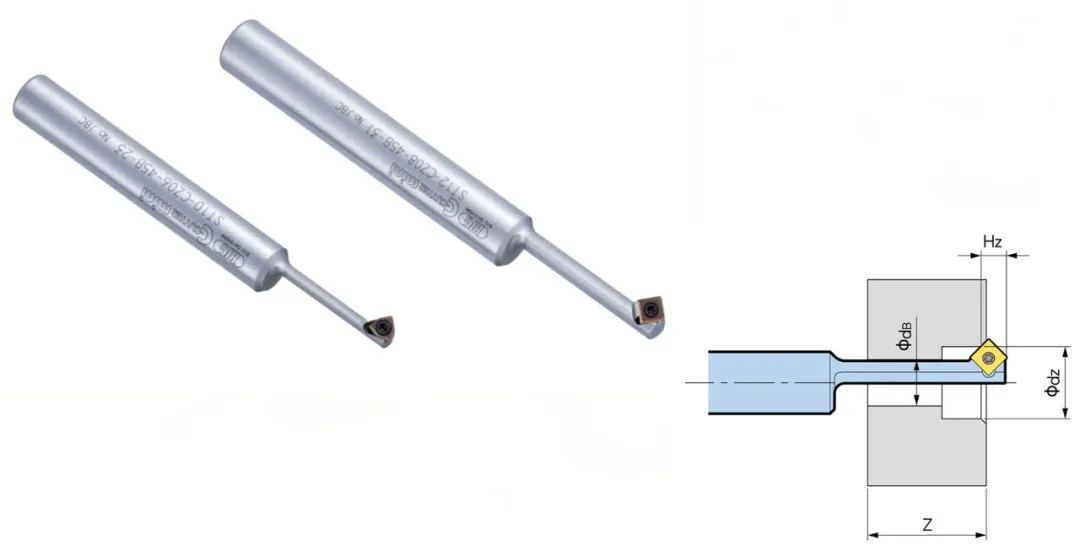

三,、螺紋底孔&螺栓孔用正反倒角
與BF锪孔刀一樣的設計理念:偏心設計,無需圓弧插補,。
★ 小旋風倒角刀【螺紋底孔&螺栓孔用型】
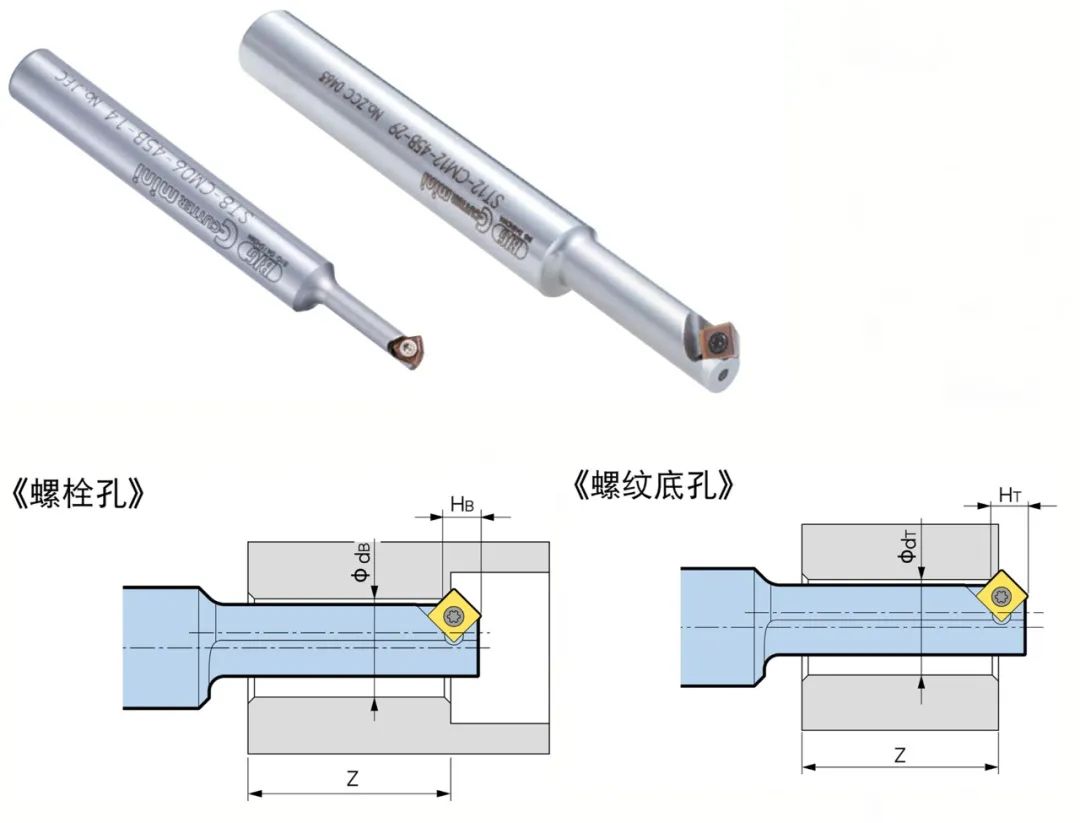
全系列標準化(M6~M20)