



















































































































































企業(yè)動態(tài)2024-12-27
在不銹鋼加工領(lǐng)域中,,選擇合適的絲錐工具至關(guān)重要。先端絲錐和螺旋絲錐都是常見的絲錐類型,,但它們在加工不銹鋼時各有特點,。本文將深入探討這兩種絲錐的特性,分析它們在不銹鋼加工中的優(yōu)劣,,助您做出明智的選擇,。
一、先端絲錐的特點及其在不銹鋼加工中的表現(xiàn)
1,、先端絲錐的結(jié)構(gòu)特征
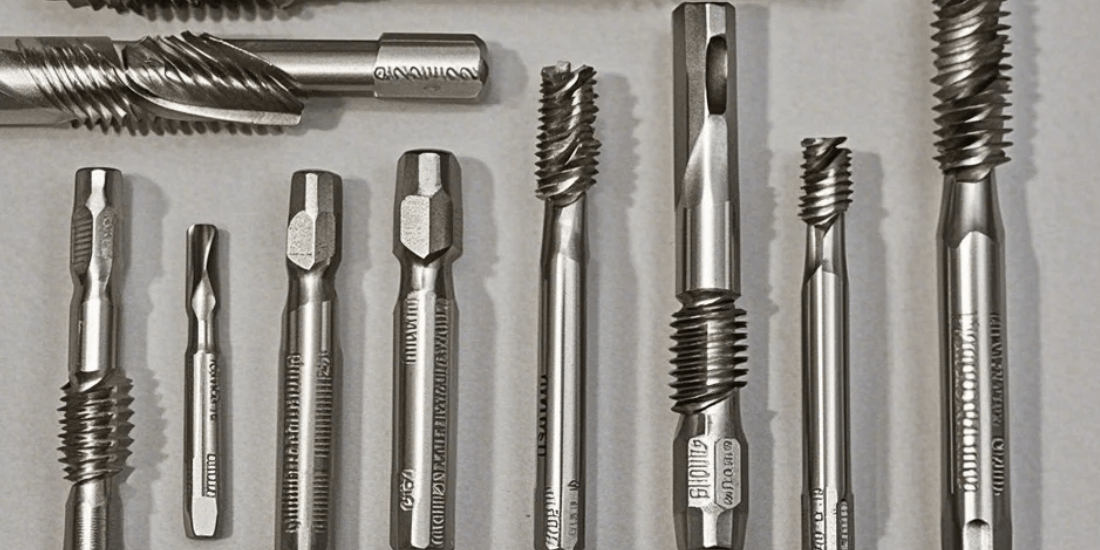
先端絲錐,,又稱直槽絲錐,其特點是切削刃呈直線狀,,沿絲錐軸向排列,。這種設計使得切屑沿著直槽向上排出,適合加工通孔或盲孔,。
2,、切削性能分析
先端絲錐在加工不銹鋼時,具有較好的切削穩(wěn)定性和精度,。由于其切削刃分布均勻,,可以在加工過程中保持良好的切削力平衡,減少振動,,提高螺紋的精度和表面質(zhì)量,。
3、排屑能力評估
在加工不銹鋼這種較難切削的材料時,,先端絲錐的排屑能力可能略顯不足,。不銹鋼切屑通常較長且韌性強,可能會在直槽中堆積,,影響加工效率和質(zhì)量。
二,、螺旋絲錐的特點及其在不銹鋼加工中的優(yōu)勢
1,、螺旋絲錐的設計原理
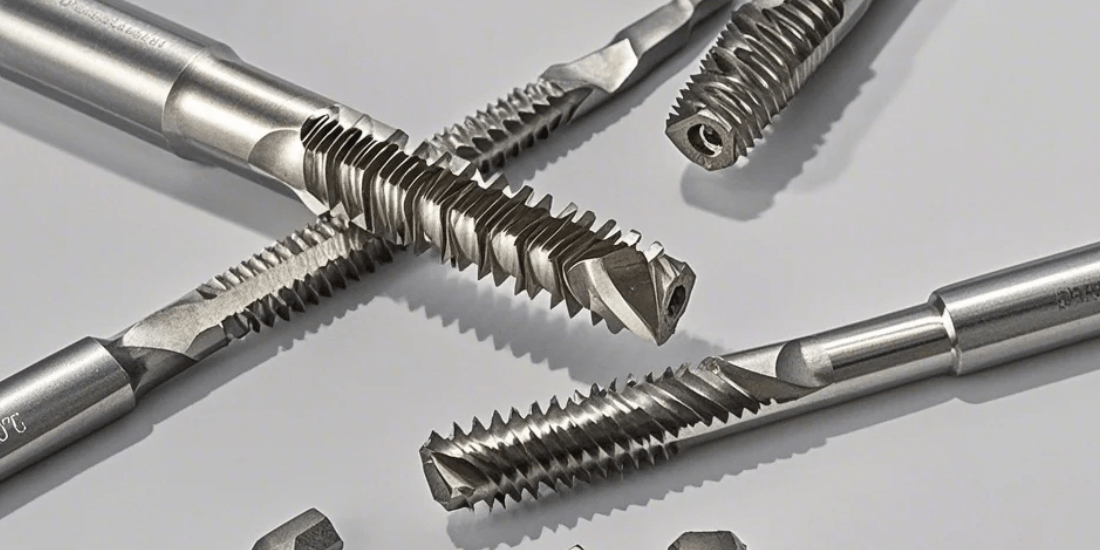
螺旋絲錐的切削刃呈螺旋狀排列,這種設計能夠有效地將切屑從加工孔中排出,。螺旋角度通常在15°到45°之間,,不同角度適用于不同的加工需求。
2,、切削效率分析
在加工不銹鋼時,,螺旋絲錐表現(xiàn)出較高的切削效率。螺旋結(jié)構(gòu)能夠減少切削阻力,,使切屑更易斷裂和排出,,特別適合加工深孔或盲孔,。
3、排屑性能優(yōu)勢
螺旋絲錐的最大優(yōu)勢在于其出色的排屑能力,。在加工不銹鋼時,,螺旋槽可以有效地引導切屑向上排出,減少切屑堵塞和工具磨損,,提高加工效率和工具壽命,。
三、不銹鋼加工中選擇絲錐的關(guān)鍵考慮因素
1,、不銹鋼材料特性分析
不銹鋼具有高強度,、高韌性和低導熱性,這些特性使其加工難度較大,。選擇絲錐時需考慮不銹鋼的這些特性,,以確保加工效率和質(zhì)量。
2,、加工深度的影響
對于深孔加工,,螺旋絲錐通常更為適合,因為其優(yōu)秀的排屑能力可以防止切屑堵塞,。而對于淺孔或通孔,,先端絲錐也能勝任。
3,、加工精度要求
如果對螺紋精度要求極高,,先端絲錐可能更有優(yōu)勢,因為其結(jié)構(gòu)更穩(wěn)定,,能保證更好的同軸度和螺紋精度,。

四、先端絲錐和螺旋絲錐在不銹鋼加工中的應用比較
1,、加工效率對比
在不銹鋼加工中,,螺旋絲錐通常能提供更高的加工效率。其螺旋結(jié)構(gòu)可以更有效地切削和排出不銹鋼切屑,,減少加工時間,。
2、螺紋質(zhì)量比較
先端絲錐在加工質(zhì)量上可能略勝一籌,,特別是在控制螺紋尺寸精度和表面粗糙度方面,。然而,螺旋絲錐在正確使用的情況下也能達到很高的加工質(zhì)量,。
3,、工具壽命分析
在不銹鋼加工中,螺旋絲錐通常具有更長的工具壽命,。這主要得益于其更好的排屑性能,,減少了切屑對刀具的二次切削,,降低了工具磨損。
五,、如何根據(jù)具體情況選擇合適的絲錐
1,、考慮加工孔的類型
對于通孔或淺孔,先端絲錐和螺旋絲錐都可以使用,。但對于深孔或盲孔,,推薦使用螺旋絲錐,以確保良好的排屑效果,。
2,、評估加工批量
對于小批量生產(chǎn),先端絲錐可能更具成本效益,。而對于大批量生產(chǎn),,螺旋絲錐的高效率和長壽命可能更有優(yōu)勢。
3,、考慮冷卻液的使用
在使用冷卻液的情況下,,螺旋絲錐的優(yōu)勢更為明顯,因為螺旋槽可以更好地引導冷卻液進入切削區(qū)域,,提高加工效果,。
以下是您可能還關(guān)注的問題與解答:
Q:先端絲錐和螺旋絲錐的價格差異大嗎?
A:通常螺旋絲錐的價格略高于先端絲錐,,但考慮到其在不銹鋼加工中的效率和壽命優(yōu)勢,,長期使用可能更具成本效益。
Q:可以在不銹鋼加工中交替使用這兩種絲錐嗎,?
A:可以,,有些工藝會先用螺旋絲錐進行粗加工,再用先端絲錐進行精加工,,以兼顧效率和精度,。
Q:對于特殊的不銹鋼合金,如何選擇絲錐,?
A:對于高強度或難加工的特殊不銹鋼合金,,建議選擇專門設計的高性能螺旋絲錐,并使用適當?shù)那邢鲄?shù)和冷卻方式,。
綜上所述,在不銹鋼加工中,,螺旋絲錐通常更具優(yōu)勢,,特別是在加工效率、排屑能力和工具壽命方面,。然而,,先端絲錐在某些特定情況下仍有其適用性,,尤其是在追求高精度或加工簡單孔時。選擇合適的絲錐需要綜合考慮加工需求,、工件特性和生產(chǎn)條件,。無論選擇哪種類型的絲錐,確保使用正確的切削參數(shù),、充分的冷卻和潤滑,,都是提高不銹鋼加工效率和質(zhì)量的關(guān)鍵。希望本文的分析能夠幫助您在不銹鋼加工中做出最佳的絲錐選擇,。






