



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
在現(xiàn)代數(shù)控機(jī)床加工中,,刀柄的選擇對加工效率和精度至關(guān)重要。HSK(Hollow Shank Kegel,,空心錐柄)刀柄因其優(yōu)異的性能而廣受歡迎,。今天,我們將深入探討HSK C型和A型刀柄的區(qū)別,,幫助您在不同的應(yīng)用場景中做出明智的選擇,。
一、HSK刀柄概述
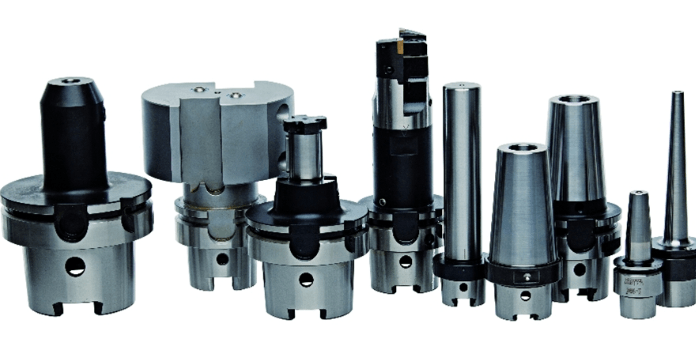
1,、HSK刀柄是一種高速主軸接口標(biāo)準(zhǔn),,由德國開發(fā),現(xiàn)已成為國際通用標(biāo)準(zhǔn),。
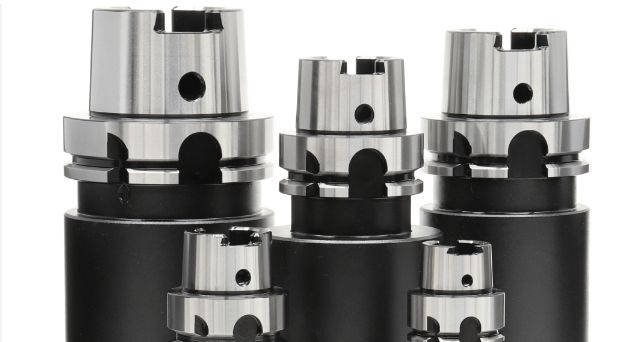
2,、HSK刀柄以其高剛性、高精度和良好的重復(fù)定位精度而著稱,。
3,、HSK標(biāo)準(zhǔn)包括A、B,、C,、D,、E、F六種類型,,其中A型和C型是最常用的兩種,。
二、HSK C型刀柄特點(diǎn)
1,、C型刀柄設(shè)計(jì)用于中等切削力的應(yīng)用場景,。
2、C型刀柄的錐度較小,,通常為1:10,。
3、C型刀柄的接觸面積較小,,主要用于高速加工,。
4、C型刀柄的拉力較小,,一般在5000-8000N之間,。
三、HSK A型刀柄特點(diǎn)
1,、A型刀柄設(shè)計(jì)用于高切削力的應(yīng)用場景,。
2、A型刀柄的錐度較大,,通常為1:5,。
3、A型刀柄的接觸面積較大,,提供更高的剛性和穩(wěn)定性,。
4、A型刀柄的拉力較大,,可達(dá)20000N以上,。
四、HSK C型和A型刀柄的主要區(qū)別
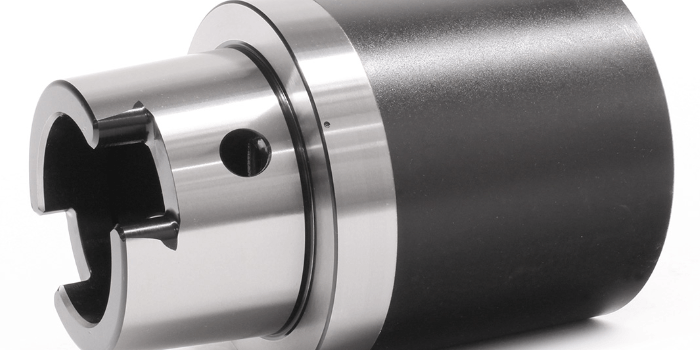
1,、錐度差異:C型的1:10錐度比A型的1:5錐度更細(xì)長,,這影響了刀柄的接觸面積和剛性。
2,、承載能力:A型刀柄由于接觸面積大,,承載能力更高,適合重切削工況,。
3,、高速性能:C型刀柄在高速加工中表現(xiàn)更好,因?yàn)槠滟|(zhì)量較輕,,離心力較小,。
4,、精度穩(wěn)定性:A型刀柄在長時(shí)間使用后精度保持性能更好,而C型可能會因?yàn)槟p而影響精度,。
五,、選擇適合的應(yīng)用場景
1、選擇HSK C型刀柄的場景:
高速加工,,如航空航天零件的輕量化加工
需要頻繁更換刀具的場合
加工精密小零件,,如鐘表行業(yè)
2、選擇HSK A型刀柄的場景:
重切削加工,,如汽車零部件制造
需要高剛性的加工環(huán)境,如模具加工
長時(shí)間連續(xù)加工,,對精度穩(wěn)定性要求高的場合
六,、HSK C型和A型刀柄的性能比較
1、剛性:A型 > C型
2,、高速性能:C型 > A型
3,、精度穩(wěn)定性:A型 > C型
4、重量:C型 < A型
5,、更換便捷性:C型 > A型
以下是您可能還關(guān)注的問題與解答:
Q:HSK C型和A型刀柄的尺寸范圍是否相同,?
A:不完全相同。A型刀柄的尺寸范圍通常更廣,,從HSK-A25到HSK-A160,,而C型刀柄通常從HSK-C32到HSK-C100。具體型號需要根據(jù)機(jī)床主軸和加工需求選擇,。
Q:HSK C型和A型刀柄的價(jià)格有顯著差異嗎,?
A:一般來說,A型刀柄由于結(jié)構(gòu)更復(fù)雜,,制造難度更大,,價(jià)格會比同尺寸的C型刀柄略高。但具體價(jià)格差異還要看品牌,、材質(zhì)等因素,。
Q:是否可以在同一臺機(jī)床上混用HSK C型和A型刀柄?
A:原則上不建議混用,。機(jī)床主軸通常設(shè)計(jì)為匹配特定類型的HSK接口,。混用可能導(dǎo)致精度問題,,甚至損壞主軸,。如果確實(shí)需要更換刀柄類型,應(yīng)咨詢機(jī)床制造商并進(jìn)行必要的改裝,。
通過本文的詳細(xì)對比,,相信您已經(jīng)對HSK C型和A型刀柄的區(qū)別有了深入的了解,。在選擇刀柄時(shí),需要綜合考慮加工類型,、工件材料,、機(jī)床性能等多個(gè)因素。記住,,沒有絕對的好壞之分,,關(guān)鍵是選擇最適合您特定應(yīng)用場景的刀柄類型。無論您選擇哪種類型,,正確的使用和維護(hù)都是確保加工質(zhì)量和效率的關(guān)鍵,。讓我們一起努力,在精密加工的道路上不斷追求卓越,!






