



















































































































































企業(yè)動態(tài)2024-12-27
1,、工件的材質(zhì):
A:鋁,、銅等材質(zhì),可選AR系列(氣剎),。
2,、工件的精度要求:
A: 20秒以內(nèi)可選AR系列(為任意角度之分度盤>,。
B: 15秒以內(nèi)可選HR系列(為任意角度之分度盤)。
4,、可承受負(fù)載Z
先確認(rèn)分度盤可承受工件的負(fù)載,再確認(rèn)機床可承受的總負(fù)載,,再將預(yù)選的 分度盤,、尾座、L型塊,、中板(過橋板),、大底板,、工件、夾具等重置合計,,如 果超重則先判斷工件的材質(zhì)如是鋁合金或其他輕材料,只是形狀支節(jié)過長,, 活動旋徑需求過大,,造成必需選擇大型分度盤,則此時可將分度盤改選小一 號的,,再另加墊高塊即可減重,,且價格也較低又能滿足工件的活動旋徑。
5,、確認(rèn)Y軸方向的干涉:
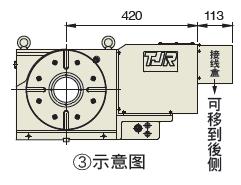
先確認(rèn)預(yù)選的分度盤放在機床工作臺上是否有干涉?謂先將立加機Y軸移到原 點后測置工作臺中心槽到機床移門鈑金處的尺寸丨如還有450mm】,,則再査核 分度盤的盤面中心線到電機罩尾端(不含接線盒)的尺寸(如HR-255R只有 420mm),(如右③示意圖)則分度盤確定不會撞到移門鈑金,故可選用 HR-255R(立臥兩用)機型,。
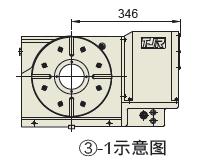
反之,,如果會撞到移門鈑金,則謂改選HR-255N(縮小鈑金,,只有346mm)(如 右③-1不意圖)

A:鋁,、銅等材質(zhì),可選AR系列(氣剎),。
B:鑄鐵,、鋼等材質(zhì),謂選HR系列(油剎)或H丨系列(齒式油剎)
2,、工件的精度要求:
A: 20秒以內(nèi)可選AR系列(為任意角度之分度盤>,。
B: 15秒以內(nèi)可選HR系列(為任意角度之分度盤)。
C: 10秒以內(nèi)可考慮加裝光學(xué)尺(圓光棚),;但圓光柵價格比較高所以如果只做定位加工時可考慮改選H丨系列(可達(dá)±5秒),,但HI系列為 (1°或5°)之倍數(shù)的固定角度之分度盤,故不可作連續(xù)切削加工,。
3,、工件的形狀及尺寸:
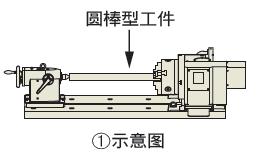
A:如是圓棒型,則請加昀三爪卡盤及頂針尾座(如右①示意圖)在選用三爪卡盤時,,卡盤的外徑不要大於盤面直徑,,卡盤對工件的夾持尺寸范圍。
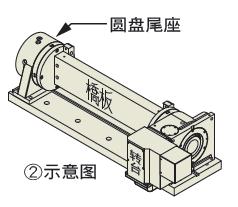
B:如是奇型異狀,,且一次要加工2個以上的工件(見51頁),,則謂加購圓盤尾座(如右②示意圖)[另,L型塊,、大底板,、中板(過橋板)可請夾具商 制作]0
A:如是圓棒型,則請加昀三爪卡盤及頂針尾座(如右①示意圖)在選用三爪卡盤時,,卡盤的外徑不要大於盤面直徑,,卡盤對工件的夾持尺寸范圍。
B:如是奇型異狀,,且一次要加工2個以上的工件(見51頁),,則謂加購圓盤尾座(如右②示意圖)[另,L型塊,、大底板,、中板(過橋板)可請夾具商 制作]0
※在使用過橋板時,過橋板的寬度尺寸盡置不要大於盤面直徑,。
4,、可承受負(fù)載Z
先確認(rèn)分度盤可承受工件的負(fù)載,再確認(rèn)機床可承受的總負(fù)載,,再將預(yù)選的 分度盤,、尾座、L型塊,、中板(過橋板),、大底板,、工件、夾具等重置合計,,如 果超重則先判斷工件的材質(zhì)如是鋁合金或其他輕材料,只是形狀支節(jié)過長,, 活動旋徑需求過大,,造成必需選擇大型分度盤,則此時可將分度盤改選小一 號的,,再另加墊高塊即可減重,,且價格也較低又能滿足工件的活動旋徑。
5,、確認(rèn)Y軸方向的干涉:
先確認(rèn)預(yù)選的分度盤放在機床工作臺上是否有干涉?謂先將立加機Y軸移到原 點后測置工作臺中心槽到機床移門鈑金處的尺寸丨如還有450mm】,,則再査核 分度盤的盤面中心線到電機罩尾端(不含接線盒)的尺寸(如HR-255R只有 420mm),(如右③示意圖)則分度盤確定不會撞到移門鈑金,故可選用 HR-255R(立臥兩用)機型,。
反之,,如果會撞到移門鈑金,則謂改選HR-255N(縮小鈑金,,只有346mm)(如 右③-1不意圖)
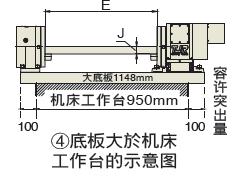
6,、確認(rèn)放置工件的可用空間:
請先確認(rèn)機床工作臺長度(如只有950mm),如果選用HR-255N分度S+RTH-255圓盤尾+橋板,(見51頁資料表,,即可獲得“E”中板(過橋板)的空間有 700mm可放置工件,。因此大底板必須做到1148mm,此時大底板會比機床工 作臺約大200mm(也就是兩邊會各突出100mm,這是最大的容許突出置)。 “E”的空間及“J”的厚度及“H”的寬度(如右④示意圖),,盡置不要超過本 司的表格設(shè)定值,
請先確認(rèn)機床工作臺長度(如只有950mm),如果選用HR-255N分度S+RTH-255圓盤尾+橋板,(見51頁資料表,,即可獲得“E”中板(過橋板)的空間有 700mm可放置工件,。因此大底板必須做到1148mm,此時大底板會比機床工 作臺約大200mm(也就是兩邊會各突出100mm,這是最大的容許突出置)。 “E”的空間及“J”的厚度及“H”的寬度(如右④示意圖),,盡置不要超過本 司的表格設(shè)定值,
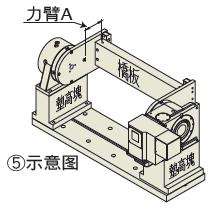
7,、嚴(yán)肅提示:凡昀買分度盤+圓盤尾座,且要設(shè)計搭配搖籃式夾具(如右⑤示意圖)時,,因力臂(A)這段己超出盤面(墊高坱越高,,力臂A越長,越不合機械常識的負(fù)載)造 成偏心加工時,,會嚴(yán)重磨損蝸輪請務(wù)必告知本司,,否則本司不負(fù)責(zé)任。
8,、所謂預(yù)留第四軸的接口(介面):
就是除了如下圖所示:①分度盤②第四軸的電機③有護(hù)套的動信線④無護(hù)套 的動信線⑤第四軸的驅(qū)動器,。除了這五個大硬件(如下⑥示意圖)之外,機床 上必須為第四軸做預(yù)留的各個小硬件或PLC軟件都稱為預(yù)留第四軸接口,。
(A) 如果機床有那些預(yù)留第四軸的接口,,則事後何時想追加同系統(tǒng)的第四軸 做(四軸聯(lián)動)時,皆可隨心所欲,。
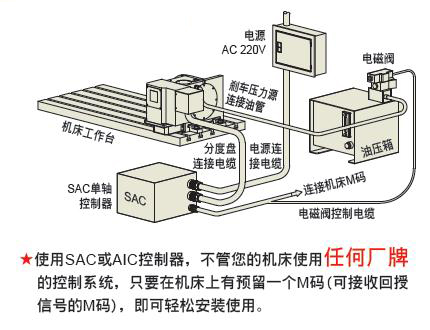
(B) 如果機床無那些預(yù)留第四軸的接口,但事後想追加第四軸則可選用本司 所提供的系統(tǒng)SAC單軸控制器(如下⑦示意圖),,但這個單軸控制系統(tǒng)不 能與機床的X,、Y、Z三軸的任一軸聯(lián)動只能第四軸動完,,另三軸再動,。 切記!
就是除了如下圖所示:①分度盤②第四軸的電機③有護(hù)套的動信線④無護(hù)套 的動信線⑤第四軸的驅(qū)動器,。除了這五個大硬件(如下⑥示意圖)之外,機床 上必須為第四軸做預(yù)留的各個小硬件或PLC軟件都稱為預(yù)留第四軸接口,。
(A) 如果機床有那些預(yù)留第四軸的接口,,則事後何時想追加同系統(tǒng)的第四軸 做(四軸聯(lián)動)時,皆可隨心所欲,。
(B) 如果機床無那些預(yù)留第四軸的接口,但事後想追加第四軸則可選用本司 所提供的系統(tǒng)SAC單軸控制器(如下⑦示意圖),,但這個單軸控制系統(tǒng)不 能與機床的X,、Y、Z三軸的任一軸聯(lián)動只能第四軸動完,,另三軸再動,。 切記!
9,、SAC單軸控制器 的應(yīng)用⑦示意圖:
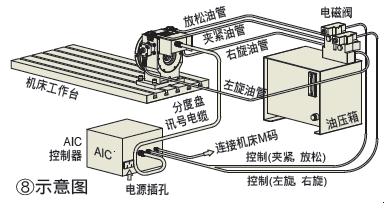
10,、AIC油壓控制器的應(yīng)用⑧示意圖:?
(此控制器不適用於數(shù)控分度盤,僅適用於HC系列 (見35頁)油壓等份分度盤)
優(yōu)點:分割精度±5秒,,因無數(shù)控系統(tǒng),,故整套費 用較低。
缺點:不能與任意三軸聯(lián)動,,只能2,、4、8,、12,、 24固定等份分度。
備注:如不昀買AIC油壓控制器,,則賁司可自行編 寫等份專用的PLC,。
(此控制器不適用於數(shù)控分度盤,僅適用於HC系列 (見35頁)油壓等份分度盤)
優(yōu)點:分割精度±5秒,,因無數(shù)控系統(tǒng),,故整套費 用較低。
缺點:不能與任意三軸聯(lián)動,,只能2,、4、8,、12,、 24固定等份分度。
備注:如不昀買AIC油壓控制器,,則賁司可自行編 寫等份專用的PLC,。






