



















































































































































企業(yè)動態(tài)2024-12-27

每個機加車間都希望改進加工工藝從而提升生產效率,這無疑可以通過高速加工來實現(xiàn),。本文概述了使用微型刀具對有色金屬和塑料工件進行超高速加工的方法和優(yōu)勢,。
制造商一直在尋找縮短工件加工節(jié)拍的有效方法。此外,,隨著制造業(yè)向小型化方向的不斷延伸,,零部件的尺寸不斷減小,更新速度也在不斷加快,。因此,,微型刀具的應用正變得越來越普遍,。
制造商一直在尋找縮短工件加工節(jié)拍的有效方法。此外,,隨著制造業(yè)向小型化方向的不斷延伸,,零部件的尺寸不斷減小,更新速度也在不斷加快,。因此,,微型刀具的應用正變得越來越普遍,。
微型刀具和高速加工的定義
微型刀具是指直徑小于或等于6.35mm(0.25英寸)的銑刀或鉆頭。這種刀具通常與高速主軸配合使用,,可用于加工具有復雜輪廓和細節(jié)特征的零部件,。高速加工沒有設定絕對的轉速閾值,一般認為當轉速高于或等于25,000 RPM時,,就屬于高速加工的范疇了,。
微型刀具加工的技術瓶頸
如前文所述,工件尺寸在不斷減小,,更新速度也在不斷加快,。因此,微型刀具的應用越來越廣泛,。然而,,要讓微型刀具發(fā)揮最大的經濟效益,制造商首先要有引進其專用機床設備的魄力,,還要有突破傳統(tǒng)加工工藝的決心,。引入專用機床的原因在于,傳統(tǒng)的數(shù)控機床其主軸轉速無法滿足小直徑刀具的加工要求,。即使轉速滿足要求,,刀具也承受不了傳統(tǒng)機床的常規(guī)切削力。
傳統(tǒng)機床的主軸通常為重型主軸,,很難達到較高的轉速,,其排屑槽也無法達到高效排屑的要求,因此微型刀具在傳統(tǒng)機床上很容易發(fā)生斷裂破壞,。
傳統(tǒng)機床的主軸通常為重型主軸,,很難達到較高的轉速,,其排屑槽也無法達到高效排屑的要求,因此微型刀具在傳統(tǒng)機床上很容易發(fā)生斷裂破壞,。
現(xiàn)有技術
應用微型刀具實現(xiàn)高效切削的關鍵在于三個相互關聯(lián)的加工要素,,它們分別是:
高速加工技術:刀具的尺寸越小所要求的主軸轉速也越高,只有這樣才能保證加工質量,、避免刀具被破壞,。高頻主軸的轉速高達60,000 RPM,是應用微型刀具進行銑削,、鉆孔,、攻絲、雕刻的理想選擇,。高速加工技術具有轉速高,、切深小、進給速度快的特點,。
在加工過程中,,刀具不斷地一點點地從工件上切除材料會產生大量的熱量,其中40%來自于刀具和工件之間的摩擦生熱,,20%來自于切屑的變形生熱,。因此,,切屑中承載了大約60%的熱量。高速加工技術的目標就是要快速釋放切屑中的熱量,,讓切削過程更順暢,。好的加工質量依賴于更快的刀具冷卻速度,更小的切削力,,更低的震動,。
高速加工下的切屑載荷可以降至很低的水平(小于0.005”)。這樣的低載荷量意味著刀具和工件之間的壓力也會很低,。高速切削所產生的熱量更少,,并且可以用于加工薄壁工件。綜上所述,,高速加工的刀具冷卻速度更快,,加工精度更高,切削力更小,,質量穩(wěn)定性更好,。
微型刀具的設計優(yōu)化:簡單地將較大直徑的刀具按比例縮小成小直徑刀具的做法,是無法獲得令人滿意的進給速率和加工質量的,。當?shù)毒咧睆綔p小而主軸轉速增加時,,刀具的結構設計也要作相應的變化。傳統(tǒng)的嵌入式結構已經不能滿足微型刀具的應用需要了,。主要的矛盾點在于高轉速,,而不在于小直徑。主軸轉速越高要求刀具的動平衡性能更好,,排屑能力更強,,這樣才能避免切屑燒結的發(fā)生,。也就是說微型刀具的高效切削有賴于刀具的結構優(yōu)化,,這種優(yōu)化就是為了解決高轉速的動平衡問題。如果微型刀具的幾何結構適當,,主軸轉速夠高,,冷卻液選擇合理,則完全可以省掉去毛刺和除油垢等二次加工步驟,。
高速加工技術:刀具的尺寸越小所要求的主軸轉速也越高,只有這樣才能保證加工質量,、避免刀具被破壞,。高頻主軸的轉速高達60,000 RPM,是應用微型刀具進行銑削,、鉆孔,、攻絲、雕刻的理想選擇,。高速加工技術具有轉速高,、切深小、進給速度快的特點,。
在加工過程中,,刀具不斷地一點點地從工件上切除材料會產生大量的熱量,其中40%來自于刀具和工件之間的摩擦生熱,,20%來自于切屑的變形生熱,。因此,,切屑中承載了大約60%的熱量。高速加工技術的目標就是要快速釋放切屑中的熱量,,讓切削過程更順暢,。好的加工質量依賴于更快的刀具冷卻速度,更小的切削力,,更低的震動,。
高速加工下的切屑載荷可以降至很低的水平(小于0.005”)。這樣的低載荷量意味著刀具和工件之間的壓力也會很低,。高速切削所產生的熱量更少,,并且可以用于加工薄壁工件。綜上所述,,高速加工的刀具冷卻速度更快,,加工精度更高,切削力更小,,質量穩(wěn)定性更好,。
微型刀具的設計優(yōu)化:簡單地將較大直徑的刀具按比例縮小成小直徑刀具的做法,是無法獲得令人滿意的進給速率和加工質量的,。當?shù)毒咧睆綔p小而主軸轉速增加時,,刀具的結構設計也要作相應的變化。傳統(tǒng)的嵌入式結構已經不能滿足微型刀具的應用需要了,。主要的矛盾點在于高轉速,,而不在于小直徑。主軸轉速越高要求刀具的動平衡性能更好,,排屑能力更強,,這樣才能避免切屑燒結的發(fā)生,。也就是說微型刀具的高效切削有賴于刀具的結構優(yōu)化,,這種優(yōu)化就是為了解決高轉速的動平衡問題。如果微型刀具的幾何結構適當,,主軸轉速夠高,,冷卻液選擇合理,則完全可以省掉去毛刺和除油垢等二次加工步驟,。
低粘度冷卻液:雖然高速加工產生的熱量減少了,,但由于微型刀具高速旋轉也會產生熱量,冷卻液當然不能缺席,。使用過微型刀具高速加工技術的制造商都了解,,傳統(tǒng)的數(shù)控機床冷卻液是無法滿足要求的。微型刀具具有相對復雜的幾何形狀,,并且以極高轉速轉動,,這就要求冷卻液的粘度低于水,。因為只有粘度低的冷卻液,才能在很高的轉速下,,依然能到達刀具的刀刃上,。傳統(tǒng)的機床冷卻液是乳基的,黏度高于水,,因此對于微型刀具的高速切削是無效的,。
機械動力學
在傳統(tǒng)數(shù)控機床上,找到一個可以將微型刀具固定在40-錐形主軸上的合適的裝夾裝置并不容易,。這是因為傳統(tǒng)主軸大多是為大型刀具而設計的,,如用于加工齒輪齒槽的76.2mm(3英寸)的飛刀。其扭矩和切削力都比較高,,如果將微型刀具裝在上面加工致密材料,,很容易被破壞掉,這種應用方式的加工效率比較低且長期成本非常高,。在這種情況下,,機床操作員的唯一選擇是將主軸轉速和進給速率調低。
在設計機床時,,目前有兩個研發(fā)方向,。第一,可以選擇大功率電機和重型主軸來提供高切削力和扭矩,。第二,,可以使用低切削力,高速主軸來配合微型刀具實現(xiàn)輕型加工,。當然這兩個發(fā)展方向的機床功能都可以是多元化的,,例如銑削、鉆削,、錐度加工等,。如果加工效率和質量對您來說是同等重要的,并且要同時滿足大型工件和小型工件的加工需求,,那么兩類機床的引進都是必要的,,需要將它們合理配置到您的廠房中。
在設計機床時,,目前有兩個研發(fā)方向,。第一,可以選擇大功率電機和重型主軸來提供高切削力和扭矩,。第二,,可以使用低切削力,高速主軸來配合微型刀具實現(xiàn)輕型加工,。當然這兩個發(fā)展方向的機床功能都可以是多元化的,,例如銑削、鉆削,、錐度加工等,。如果加工效率和質量對您來說是同等重要的,并且要同時滿足大型工件和小型工件的加工需求,,那么兩類機床的引進都是必要的,,需要將它們合理配置到您的廠房中。
解決方案
僅考慮高速加工中心的話,,微型刀具應用的最佳解決方案就是要同時采用上述三項關鍵技術(高速加工技術,,微型刀具的幾何形狀優(yōu)化設計,低粘度冷卻液),。如果真的這樣做了,,那么制造效率和產品質量提高的程度肯定會讓您感到驚艷。此外,,微型刀具高速加工技術的應用,,可以完全省掉去毛刺和除油污等二次加工工序,。
例子
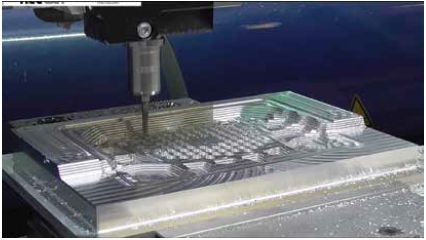
這里舉兩個高速加工的應用實例。第一個是在Datron機床上進行的,,工件材料為6061鋁,,刀具為6.35mm(1/4英寸)的單刃銑刀,切深為3.175mm(1/8英寸),,主軸轉速45,,000RPM,乙醇冷卻,,進料速率為6.35m(250英寸)/ min,。
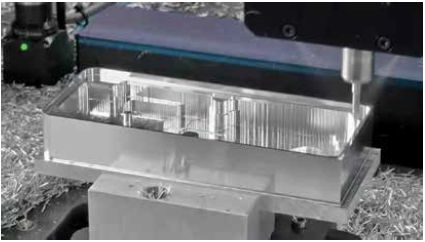
第二個實例,仍然是在Datron機床上進行,,工件為厚度為3.175mm(1/8英寸)的6061鋁制薄板,,刀具為低螺旋角的3.175mm(1/8英寸)雙刃高速銑刀(HSC +),主軸轉速50,,000RPM,,乙醇冷卻,進料速率為5.08m(200英寸)/ min,。
高速加工要遵循一定的經驗法則,。首先,要避免主軸過熱,,過熱會增加磨損,、縮短主軸壽命。切深不能超過刀具直徑的一半,,采用小的切深但高的進給速率,。最后,排屑速度也要跟著加快,。
結論
總之,,選擇合適的刀具完成合適加工任務。低轉速,、高切削力的傳統(tǒng)機床無法達到微型刀具高速加工的生產效率,。只有引進新的專業(yè)機床設備,,才能和這種高效的加工方式相匹配,,當然它的效果也是令人驚艷的,完全滿足復雜零件高效率,、高質量加工的需要,。
這里舉兩個高速加工的應用實例。第一個是在Datron機床上進行的,,工件材料為6061鋁,,刀具為6.35mm(1/4英寸)的單刃銑刀,切深為3.175mm(1/8英寸),,主軸轉速45,,000RPM,乙醇冷卻,,進料速率為6.35m(250英寸)/ min,。
第二個實例,仍然是在Datron機床上進行,,工件為厚度為3.175mm(1/8英寸)的6061鋁制薄板,,刀具為低螺旋角的3.175mm(1/8英寸)雙刃高速銑刀(HSC +),主軸轉速50,,000RPM,,乙醇冷卻,進料速率為5.08m(200英寸)/ min,。
高速加工要遵循一定的經驗法則,。首先,要避免主軸過熱,,過熱會增加磨損,、縮短主軸壽命。切深不能超過刀具直徑的一半,,采用小的切深但高的進給速率,。最后,排屑速度也要跟著加快,。
結論
總之,,選擇合適的刀具完成合適加工任務。低轉速,、高切削力的傳統(tǒng)機床無法達到微型刀具高速加工的生產效率,。只有引進新的專業(yè)機床設備,,才能和這種高效的加工方式相匹配,,當然它的效果也是令人驚艷的,完全滿足復雜零件高效率,、高質量加工的需要,。






