



















































































































































企業(yè)動(dòng)態(tài)2024-12-27
導(dǎo)讀








鉆孔加工,,挑選鉆頭有3個(gè)最基本的條件:材質(zhì),、涂層和幾何特征。
1.材質(zhì)
材質(zhì)可以大概分為3種:高速鋼,、含鈷高速鋼和整體硬質(zhì)合金,。
高速鋼(HSS):
從1910開(kāi)始,,高速鋼用作切削刀具已經(jīng)有超過(guò)1個(gè)世紀(jì)的歷史,,是目前應(yīng)用范圍最廣、也是最便宜的切削工具材質(zhì),,高速鋼的鉆頭既可以在手電鉆上使用,,也可以用在鉆床等穩(wěn)定性更好的環(huán)境。還有一個(gè)讓高速鋼經(jīng)久不衰的原因可能是因?yàn)?,高速鋼材質(zhì)的刀具可以重復(fù)的修磨,,由于價(jià)格便宜,不僅用來(lái)磨成鉆頭,,在車(chē)刀上的應(yīng)用也特別廣泛,。
從1910開(kāi)始,,高速鋼用作切削刀具已經(jīng)有超過(guò)1個(gè)世紀(jì)的歷史,,是目前應(yīng)用范圍最廣、也是最便宜的切削工具材質(zhì),,高速鋼的鉆頭既可以在手電鉆上使用,,也可以用在鉆床等穩(wěn)定性更好的環(huán)境。還有一個(gè)讓高速鋼經(jīng)久不衰的原因可能是因?yàn)?,高速鋼材質(zhì)的刀具可以重復(fù)的修磨,,由于價(jià)格便宜,不僅用來(lái)磨成鉆頭,,在車(chē)刀上的應(yīng)用也特別廣泛,。
含鈷高速鋼(HSSE):
含鈷高速鋼比高速鋼的硬度和紅硬性更好,,硬度的提高也讓它耐磨性得到提高,,但同時(shí)也犧牲了一部分的韌性。與高速鋼一樣的是:他們都可以通過(guò)修磨來(lái)提高使用的次數(shù),。

含鈷高速鋼比高速鋼的硬度和紅硬性更好,,硬度的提高也讓它耐磨性得到提高,,但同時(shí)也犧牲了一部分的韌性。與高速鋼一樣的是:他們都可以通過(guò)修磨來(lái)提高使用的次數(shù),。
硬質(zhì)合金(CARBIDE):
硬質(zhì)合金是金屬基的復(fù)合材料,。其中以碳化鎢作為基體,以其他材料的一些材料作為粘合劑通過(guò)熱等靜壓的方式進(jìn)行燒結(jié)等一系列復(fù)雜的工藝制作而成,。在硬度,,紅硬性,耐磨性等方面相比高速鋼而言,有著巨大的提高,。但硬質(zhì)合金刀具的成本也比高速鋼貴了不少,。硬質(zhì)合金在刀具壽命和加工速度上比以往的刀具材料更有優(yōu)勢(shì),在刀具的重復(fù)修磨上,,需要專(zhuān)業(yè)的修磨工具,。
硬質(zhì)合金是金屬基的復(fù)合材料,。其中以碳化鎢作為基體,以其他材料的一些材料作為粘合劑通過(guò)熱等靜壓的方式進(jìn)行燒結(jié)等一系列復(fù)雜的工藝制作而成,。在硬度,,紅硬性,耐磨性等方面相比高速鋼而言,有著巨大的提高,。但硬質(zhì)合金刀具的成本也比高速鋼貴了不少,。硬質(zhì)合金在刀具壽命和加工速度上比以往的刀具材料更有優(yōu)勢(shì),在刀具的重復(fù)修磨上,,需要專(zhuān)業(yè)的修磨工具,。
2.涂層
涂層根據(jù)使用的范圍可以大致分為以下5種:
涂層根據(jù)使用的范圍可以大致分為以下5種:
無(wú)涂層:
無(wú)涂層的刀具最便宜,,通常用于加工鋁合金、低碳鋼等一些材質(zhì)比較軟的材料,。
無(wú)涂層的刀具最便宜,,通常用于加工鋁合金、低碳鋼等一些材質(zhì)比較軟的材料,。
黑色氧化涂層:
氧化涂層可以提供比無(wú)涂層刀具更好的潤(rùn)滑性,在抗氧化和耐熱性方面也更好一些,,在使用壽命上可以提高超過(guò)50%,。
氧化涂層可以提供比無(wú)涂層刀具更好的潤(rùn)滑性,在抗氧化和耐熱性方面也更好一些,,在使用壽命上可以提高超過(guò)50%,。
氮化鈦涂層:
氮化鈦是最為常見(jiàn)的涂層材料,,不適用于加工硬度比較高和加工溫度高的材質(zhì),。
氮化鈦是最為常見(jiàn)的涂層材料,,不適用于加工硬度比較高和加工溫度高的材質(zhì),。
碳氮化鈦涂層:
碳氮化鈦是從氮化鈦發(fā)展而來(lái),,擁有更高的耐高溫和耐磨性,,通常為紫色或者藍(lán)色。在哈斯的車(chē)間里用來(lái)加工鑄鐵材質(zhì)的工件,。
碳氮化鈦是從氮化鈦發(fā)展而來(lái),,擁有更高的耐高溫和耐磨性,,通常為紫色或者藍(lán)色。在哈斯的車(chē)間里用來(lái)加工鑄鐵材質(zhì)的工件,。
氮化鋁鈦涂層:
氮化鋁鈦比以上所有的涂層都要耐高溫,所以能使用在更高的切削環(huán)境下,。比如說(shuō)加工高溫合金,。同樣也適用于鋼和不銹鋼的加工,但是由于其中含有鋁的元素,,在加工鋁時(shí)會(huì)發(fā)生化學(xué)反映,,所以要避免加工含鋁的材料。
氮化鋁鈦比以上所有的涂層都要耐高溫,所以能使用在更高的切削環(huán)境下,。比如說(shuō)加工高溫合金,。同樣也適用于鋼和不銹鋼的加工,但是由于其中含有鋁的元素,,在加工鋁時(shí)會(huì)發(fā)生化學(xué)反映,,所以要避免加工含鋁的材料。
一般來(lái)說(shuō),含鈷鉆加上碳氮化鈦涂層或者氮化鈦涂層是個(gè)更為經(jīng)濟(jì)的解決方案,。
3.幾何特征
幾何特征可以分為以下3個(gè)部分:
3.幾何特征
幾何特征可以分為以下3個(gè)部分:
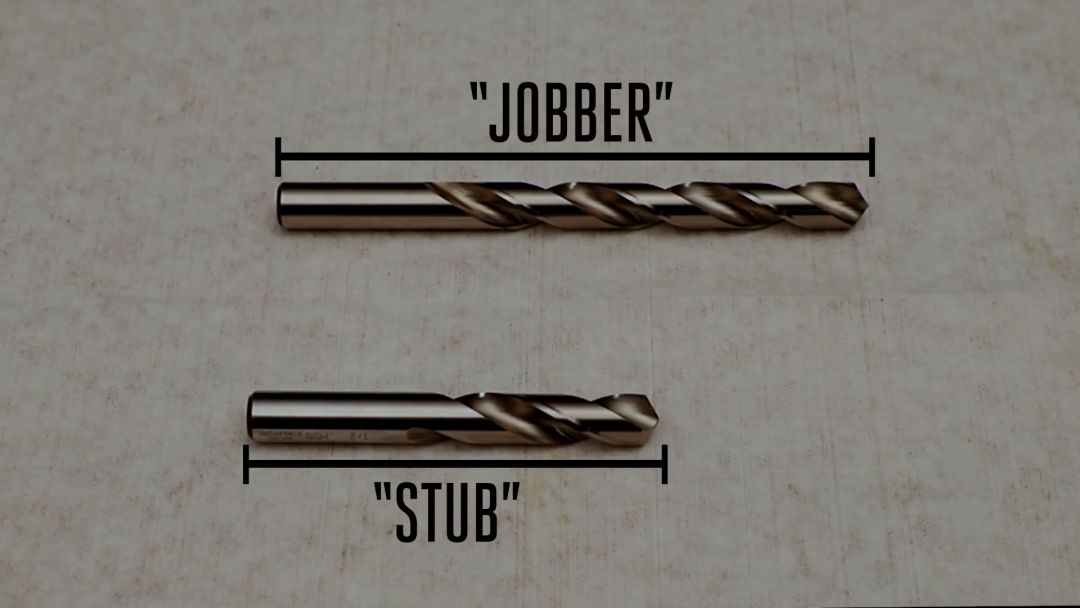
(1)長(zhǎng)度
長(zhǎng)度與直徑的比叫做倍徑,倍徑越小剛性越好,。選擇一個(gè)刃長(zhǎng)剛好排屑而且懸長(zhǎng)盡量短的鉆頭能提高加工時(shí)的剛性,,從而提高刀具的使用壽命。刃長(zhǎng)不夠很可能會(huì)損壞鉆頭。
長(zhǎng)度與直徑的比叫做倍徑,倍徑越小剛性越好,。選擇一個(gè)刃長(zhǎng)剛好排屑而且懸長(zhǎng)盡量短的鉆頭能提高加工時(shí)的剛性,,從而提高刀具的使用壽命。刃長(zhǎng)不夠很可能會(huì)損壞鉆頭。
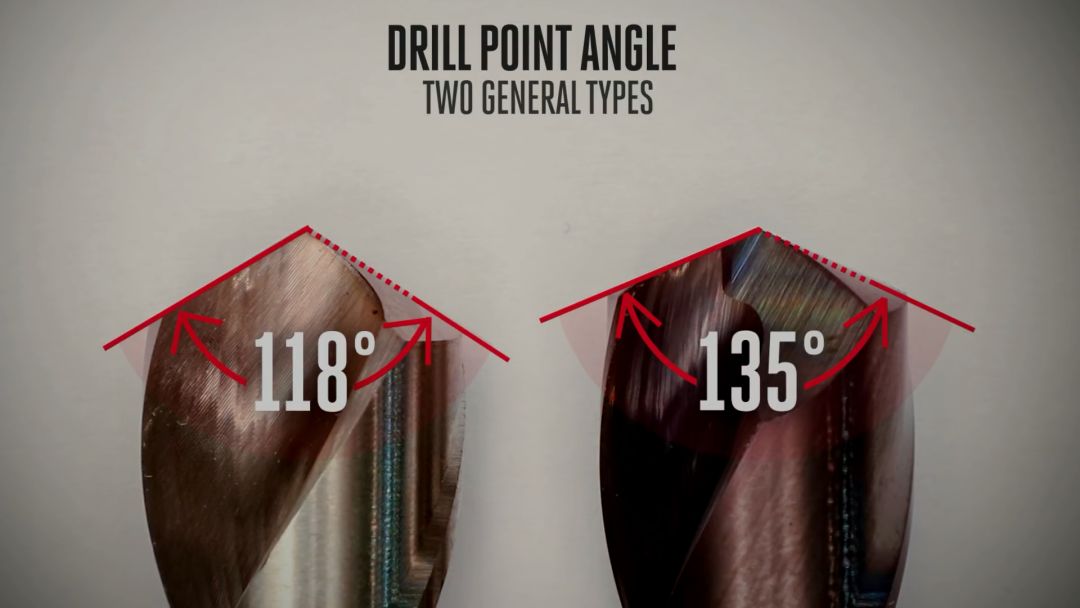
(2)鉆尖角度
118°的鉆尖角度可能在加工中最為常見(jiàn),,通常用于加工低碳鋼、鋁等軟金屬,。這種角度的設(shè)計(jì)通常是不具備自定心功能的,,這意味著無(wú)可避免的要先加工定心孔。135°的鉆尖角度通常具有自定心功能,,由于無(wú)需加工定心孔,,這將會(huì)讓單獨(dú)鉆定心孔不再成為必要的工序,從而節(jié)省大量的時(shí)間,。
118°的鉆尖角度可能在加工中最為常見(jiàn),,通常用于加工低碳鋼、鋁等軟金屬,。這種角度的設(shè)計(jì)通常是不具備自定心功能的,,這意味著無(wú)可避免的要先加工定心孔。135°的鉆尖角度通常具有自定心功能,,由于無(wú)需加工定心孔,,這將會(huì)讓單獨(dú)鉆定心孔不再成為必要的工序,從而節(jié)省大量的時(shí)間,。
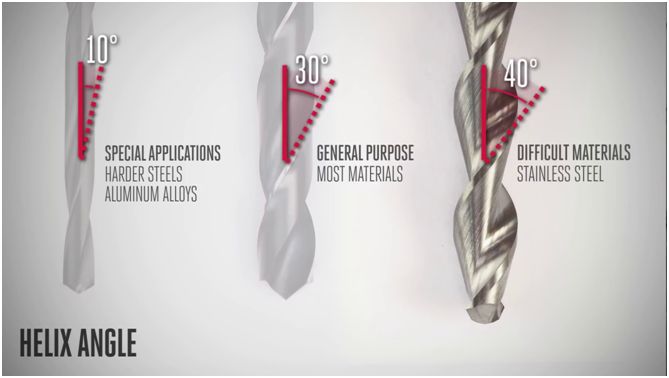
(3)螺旋角度
對(duì)于絕大多數(shù)的材料來(lái)說(shuō)30°的螺旋角度是個(gè)非常好的選擇,。但是對(duì)于需要排屑更好,切削刃的強(qiáng)度更高的環(huán)境,,可以選擇螺旋角度更小的鉆頭,。對(duì)于難以加工的材料比如說(shuō)不銹鋼,可以選擇螺旋角度更大的設(shè)計(jì)來(lái)傳遞扭矩,。
更多鉆孔的小技巧請(qǐng)看視頻講解:
對(duì)于絕大多數(shù)的材料來(lái)說(shuō)30°的螺旋角度是個(gè)非常好的選擇,。但是對(duì)于需要排屑更好,切削刃的強(qiáng)度更高的環(huán)境,,可以選擇螺旋角度更小的鉆頭,。對(duì)于難以加工的材料比如說(shuō)不銹鋼,可以選擇螺旋角度更大的設(shè)計(jì)來(lái)傳遞扭矩,。
更多鉆孔的小技巧請(qǐng)看視頻講解:






