



















































































































































企業(yè)動態(tài)2024-12-27
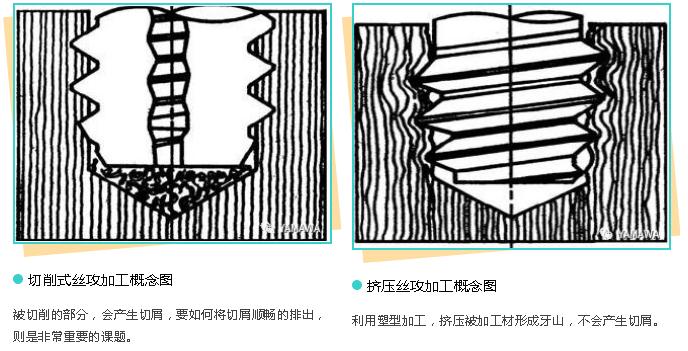
相較于切削式絲攻加工,,是邊切削邊排屑,擠壓絲攻則是利用塑型加工,,擠壓材料形成牙山,。
01切削式絲攻和擠壓絲攻的差異
從金屬纖維的內(nèi)部組織,來分析切削式絲攻和擠壓絲攻所加工出的內(nèi)螺紋,,切削加工時,,會切斷材料的金屬纖維,而擠壓加工時,,是透過擠壓材料形成牙山,,金屬纖維并不會被切斷。
02擠壓絲攻的特長
?無屑攻牙
因不會產(chǎn)生切屑,,最適用在盲孔攻牙,,且節(jié)省了切屑處理程序。

從基礎(chǔ)認(rèn)識螺絲攻系列的擠壓絲攻篇,匯整了擠壓絲攻與切削式絲攻 的差異,、牙山的形狀,、產(chǎn)品的特長等內(nèi)容,即使是初次使用擠 壓絲攻 的使用者,,也可輕松上手,。
01切削式絲攻和擠壓絲攻的差異
從金屬纖維的內(nèi)部組織,來分析切削式絲攻和擠壓絲攻所加工出的內(nèi)螺紋,,切削加工時,,會切斷材料的金屬纖維,而擠壓加工時,,是透過擠壓材料形成牙山,,金屬纖維并不會被切斷。
02擠壓絲攻的特長
?無屑攻牙
因不會產(chǎn)生切屑,,最適用在盲孔攻牙,,且節(jié)省了切屑處理程序。
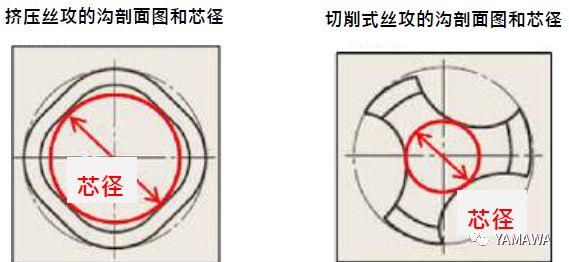
?不易折損
因不需要排屑用之溝槽,,因此螺絲攻的芯徑較大,,也無切屑之干擾,所以不易折損,。
因不需要排屑用之溝槽,,因此螺絲攻的芯徑較大,,也無切屑之干擾,所以不易折損,。
? 內(nèi)螺紋中徑精度高
因內(nèi)螺紋是以擠壓塑型而成,,所以內(nèi)螺紋表面光滑,中徑尺寸安定,。
? 攻牙效率高使用壽命長
不具有會因?yàn)榍邢鞫ズ牡牡度?,因此比切削式絲攻更適合高速加工,,且使用壽命也較長。若施以氧化,、氮化,、TiN、TiCN處理,,其使用壽命可延長至2~20倍,。
? 僅限于加工延展性佳的材料
? 需嚴(yán)格管理底孔徑
底孔徑的誤差范圍,僅約為牙距的5%,,比切削式絲攻更需嚴(yán)格管理底孔徑,。
攻牙扭力比切削式絲攻大2~3倍。
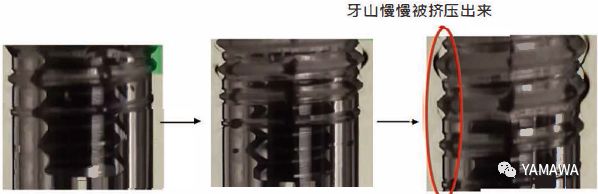
03用擠壓絲攻加工出來的內(nèi)螺紋牙形
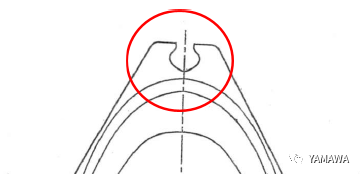
擠壓絲攻攻牙時的內(nèi)螺紋剖面圖,,可清楚看出加工時材料受擠壓·慢慢成形的清況,,以及完成攻牙后,內(nèi)螺紋最后所形成的獨(dú)特山頂U(kuò)形缺口牙形,。
因內(nèi)螺紋是以擠壓塑型而成,,所以內(nèi)螺紋表面光滑,中徑尺寸安定,。
? 攻牙效率高使用壽命長
不具有會因?yàn)榍邢鞫ズ牡牡度?,因此比切削式絲攻更適合高速加工,,且使用壽命也較長。若施以氧化,、氮化,、TiN、TiCN處理,,其使用壽命可延長至2~20倍,。
? 僅限于加工延展性佳的材料
? 需嚴(yán)格管理底孔徑
底孔徑的誤差范圍,僅約為牙距的5%,,比切削式絲攻更需嚴(yán)格管理底孔徑,。
攻牙扭力比切削式絲攻大2~3倍。
03用擠壓絲攻加工出來的內(nèi)螺紋牙形
擠壓絲攻攻牙時的內(nèi)螺紋剖面圖,,可清楚看出加工時材料受擠壓·慢慢成形的清況,,以及完成攻牙后,內(nèi)螺紋最后所形成的獨(dú)特山頂U(kuò)形缺口牙形,。
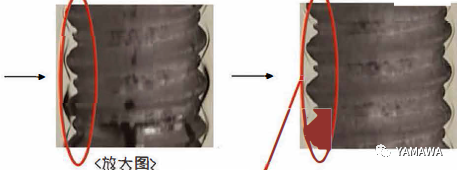
用擠壓絲攻所加工出的內(nèi)螺紋牙頂形狀·
04內(nèi)螺紋內(nèi)徑和飽和率
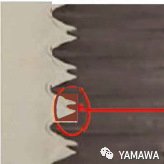
擠壓絲攻是透過擠壓材料形成牙山,。牙山左右兩邊的材料,受到絲攻擠壓,,所加工出來的內(nèi)螺紋,,牙頂會形成像火山口一樣的U形缺口,此部位被稱為牙口,。
擠壓絲攻是透過擠壓材料形成牙山,。牙山左右兩邊的材料,受到絲攻擠壓,,所加工出來的內(nèi)螺紋,,牙頂會形成像火山口一樣的U形缺口,此部位被稱為牙口,。
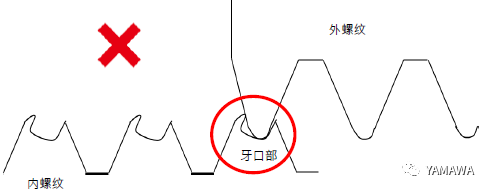
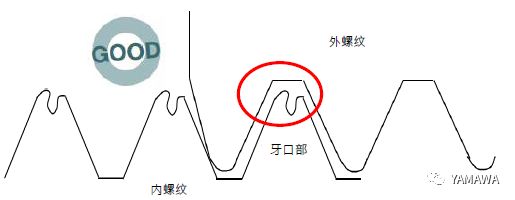
牙口部過大時,,容易產(chǎn)生的問題如下:
如果外螺紋鎖歪,就非常容易卡進(jìn)牙口,,造成螺牙死鎖或鎖付不良的問題,。而且如果牙口剝落,也可能造成電路板短路,。
如果外螺紋鎖歪,就非常容易卡進(jìn)牙口,,造成螺牙死鎖或鎖付不良的問題,。而且如果牙口剝落,也可能造成電路板短路,。
用切削式絲攻加工時,,攻牙前的底孔徑,等于攻牙后的內(nèi)螺紋內(nèi)徑,。原因是內(nèi)螺紋是用切削出來的,。而擠壓絲攻是透過擠壓底孔,慢慢塑型成內(nèi)徑,,所以底孔徑一定要比內(nèi)徑大,。底孔徑設(shè)定正確,才能擠壓出適當(dāng)?shù)难佬巍?nbsp;






