



















































































































































企業(yè)動態(tài)2024-12-27
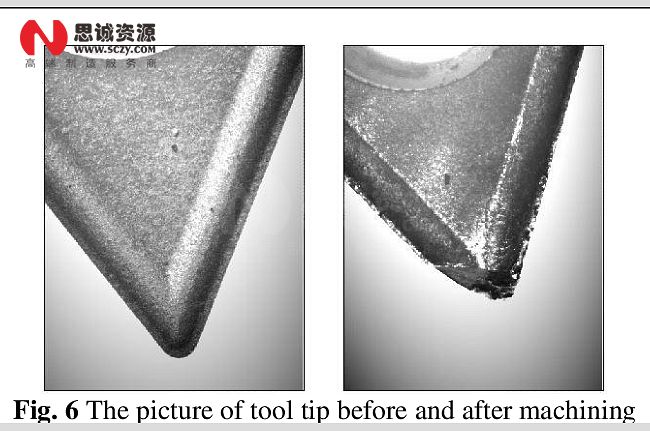
切削刀具在車削過程中,刀尖崩損一般出現(xiàn)在0.2~0.4mm的小范圍內(nèi),。這是因為刀尖處切削力和溫度最高,承受的應(yīng)力和磨損也最大,容易發(fā)生塑性變形或裂紋脫落,。
一、刀尖崩損的主要原因
1,、切削力和切削溫度過高產(chǎn)生的熱軟化,。
2,、間歇切入產(chǎn)生的沖擊疲勞。
3,、強迫振動下的抗折斷強度降低,。
二、刀尖崩損范圍的影響因素
1,、切削參數(shù):速度過高和飽和切深更易產(chǎn)生過大的切削載荷,。
2、刀具幾何參數(shù):過大的前角使得有效切削刃長度不足0.1mm,。
3,、刀具材料:高速鋼刀具抗熱軟化能力較差。
三,、幾種常見的刀尖崩損形態(tài)
1,、微小的刀尖缺口和刀尖圓化。
2,、主削邊產(chǎn)生連續(xù)性的塑性變形,。
3、原子間鍵斷裂脫落形成斷口,。
四,、有效控制刀尖崩損的對策
1、降低切削速度,間歇切削,二次行刀,。
2,、選用優(yōu)質(zhì)耐熱燒結(jié)陶瓷刀具。
3,、合理選擇刀具前后角和切屑槽尺寸,。
綜上所述,切削刀具刀尖崩損范圍主要集中在小于0.4mm的尺度上,其機(jī)理與切削條件、刀具性能和幾何形狀參數(shù)密切相關(guān),。






